| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
3.2. Последовательность обработки отверстий.
Операционным припуском называют слой металла, удаленный при выполнении данной операции. Он является частью общего припуска на обработку, т. е. того слоя металла, который снимается с заготовки на всех операциях, выполняемых для получения готовых изделий. Общий припуск равен сумме операционных припусков. Операционный припуск для отверстий обычно задается на сторону и на диаметр.
Операционный допуск характеризует величину допускаемых отклонений от заданного операционного размера.
Схема расположения операционных припусков и допусков приведена на рис. 3.4. Выбор наиболее рациональных значений
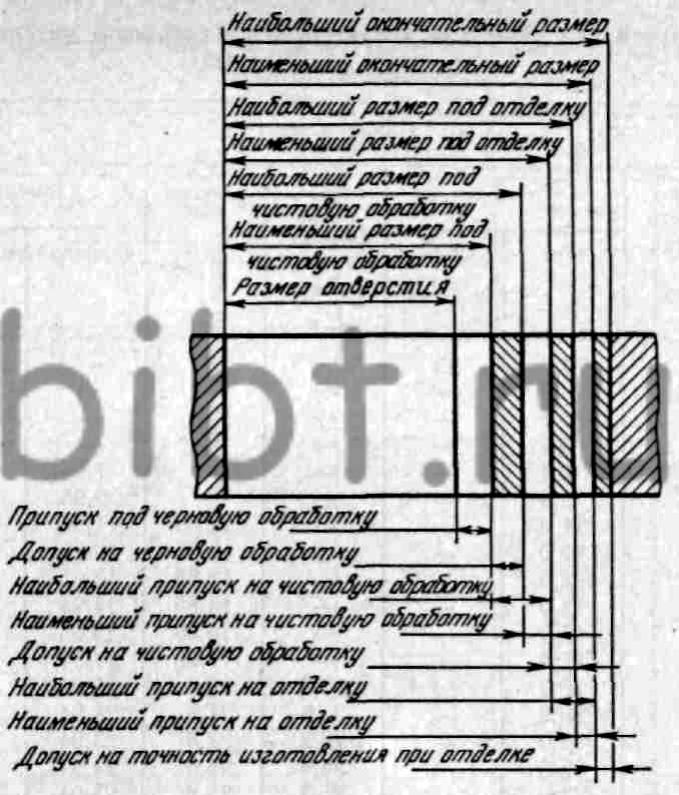
Рис. 3.4. Схема расположения операционных припусков и допусков
Операционный допуск характеризует величину допускаемых отклонений от заданного операционного размера.
Схема расположения операционных припусков и допусков приведена на рис. 3.4. Выбор наиболее рациональных значений операционных припусков и допусков играет важную роль. Он должен обеспечить высокую производительность и качество, а также низкую себестоимость обработки.
Рекомендуемые значения операционных припусков при обработке отверстий квалитетов H7 и H9 и диаметры сверл под резьбу указаны в Приложении.
Определение припусков в случае обработки отверстий до окончательного размера. Припуск при обработке под окончательный размер определяется как разность между диаметром последующего и диаметром предыдущего инструмента.
Например, припуск на развертывание отверстия (черновое и чистовое) диаметром 20 мм (квалитета H7) равен (табл. 3.1) 19,94— 19,8=0,14 мм на диаметр, где 19,94 — диаметр развертки для чернового развертывания, а 19,8 —диаметр зенкера.
Припуск под расточку после сверления будет равен 19,8—18=1,8 мм на диаметр или 0,9 мм на сторону. Припуск при обработке отверстий квалитета H9 указан в табл. 3.2.
3.1. Диаметры
отверстий квалитета H7 в сплошном материале и размеры инструмента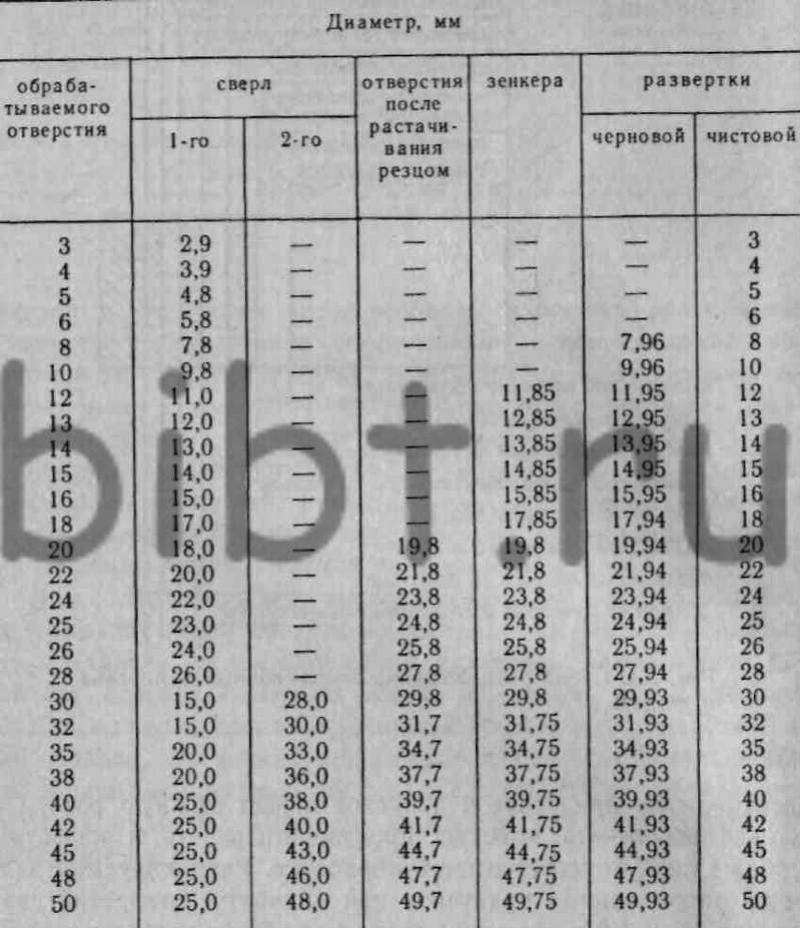
Примечания:
1. При обработке отверстий диаметром до 15 мм в чугуне зенкер не применяется.
2. В случае работы одной разверткой на нее распространяется суммарный припуск черновой и чистовой разверток, указанный в настоящей таблице.
Выбор способа (последовательности) обработки отверстий в зависимости от их размеров, требуемой точности обработки и вида заготовки (сплошной металл, прошитые и литые отверстия) производится по данным табл 3.3.
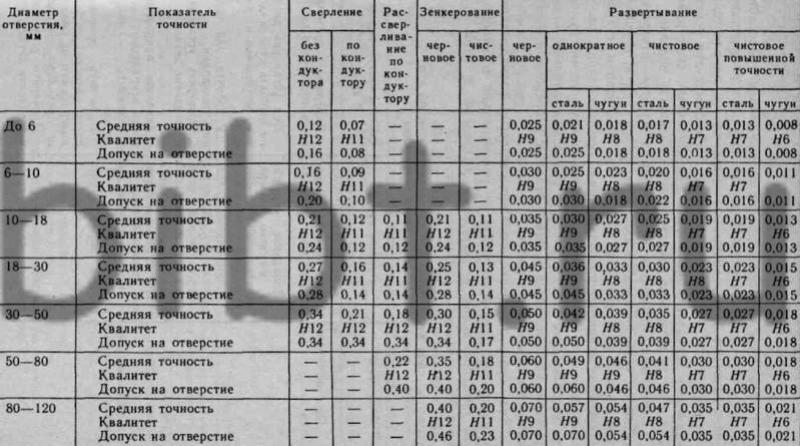
В табл. 3.4 приведены данные о технологической точности, достигаемой при обработке отверстий.
3.2. Диаметры
отверстий квалитета H9 в сплошном материале и размеры
инструмента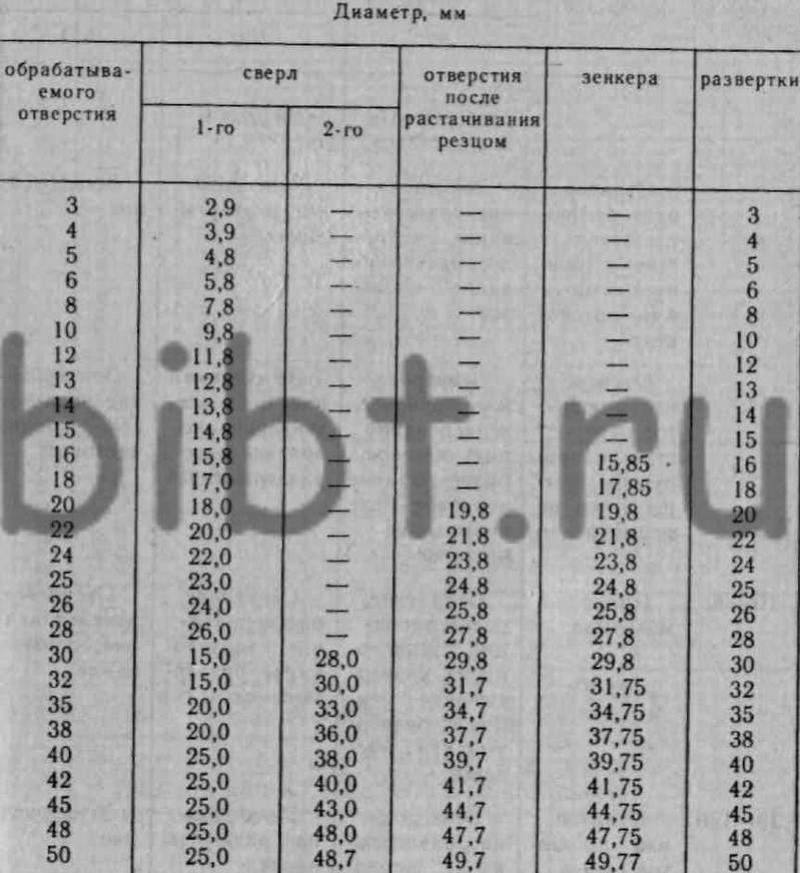
3.3. Последовательность обработки отверстий квалитетов H7—H11
| Диаметр отверстия, мм | Заготовка под отверстие | Квалитеты | ||
| H7 | H9 | H11 | ||
| До 10 | Сплошной материал | Сверление, развертывание черновое, развертывание чистовое | Сверление, развертывание | Сверление |
| Сплошной материал | Сверление, зенкерование, развертывание чистовое | Сверление, зенкерование, развертывание | Сверление, зенкерование | |
| Отлитое или прошитое отверстие с припуском до 4 мм на диаметр | Зенкерование, развертывание черновое, развертывание чистовое | Зенкерование, развертывание | Зенкерование | |
| Отлитое или прошитое отверстие с припуском свыше 4 мм на диаметр | Зенкерование черновое, зенкерование получистовое, развертывание черновое, развертывание чистовое | Зенкерование черновое, зенкерование получистовое развертывание | Зенкерование черновое зенкерование чистовое | |
| 10—30 | Сплошной материал | Сверление, рассверливание, зенкерование, развертывание черновое, развертывание чистовое | Сверление, рассверливание, зенкерование, развертывание | Сверление, рассверливание, зенкерование |
| 30—100 | Отлитое или прошитое отверстие с припуском 6 мм на диаметр | Зенкерование, развертывание черновое, развертывание чистовое | Зенкерование, развертывание | Зенкерование |
3.4. Средняя
технологическая точность различных методов обработки и допуски на
размеры обрабатываемых отверстий