
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Зенкеры.
Служат для дальнейшей обработки ранее просверленных отверстий или отверстий, полученных при литье или штамповке заготовок. В отличие от спиральных сверл зенкеры (рис. 5.10) имеют три или четыре режущие кромки и у них отсутствует перемычка.
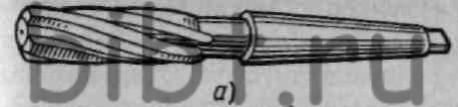
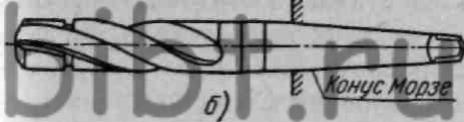
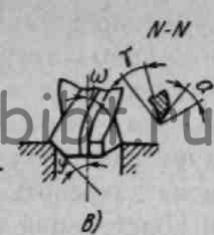

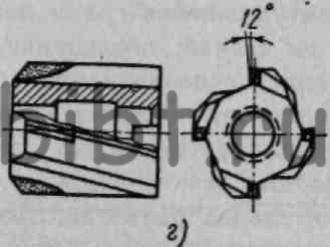
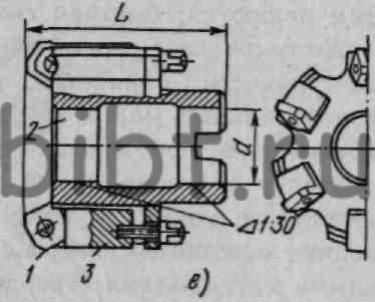
Рис. 5.10. Зенкеры:
а — спиральный из быстрорежущей стали; б — спиральный с пластинками из твердого сплава, в — основные углы зенкеров, г — насадной, оснащенный пластинками твердого сплава, д — насадной из быстрорежущей стали, е — с механическим креплением твердосплавных пластин
Зенкер, как и спиральное сверло, имеет канавки (см. рис. 5.10, в). Угол наклона канавки ω выбирается в зависимости от обрабатываемого материала. Для более твердых материалов угол ω принимается больше, для мягких — меньше. Угол наклона канавки для зенкеров общего назначения составляет 10—30°. При обработке чугуна этот угол обычно берется равным нулю. Для зенкеров, оснащенных пластинками из твердого сплава, угол ω рекомендуется 10—20°.
Передний угол γ играет большую роль в процессе зенкерования. Увеличение этого угла облегчает условия резания. У зенкеров из быстрорежущей стали, предназначенных для обработки стали средней твердости и стального литья, γ = 8 -:- 12°, для чугуна средней твердости γ=6-:-8°.
Для твердосплавных зенкеров при обработке чугуна передний угол γ=5°, при обработке стали средней твердости передний угол принимается равным от 0 до -5°.
Задний угол α устанавливается в зависимости от величины подачи и толщины срезаемого слоя. Для быстрорежущих зенкеров он принимается равным 6—10°, для зенкеров с пластинками твердых сплавов— 10—15°.
Зенкеры бывают двух типов: цельные с коническими хвостовиками и насадные. В свою очередь, насадные могут быть цельными и со вставными ножами.
Рабочая часть цельного зенкера выполняется из быстрорежущей стали и приваривается к коническому хвостовику, изготовленному из конструкционной стали. Ножи насадных зенкеров изготовляют из быстрорежущей стали или твердого сплава.
Цельные зенкеры, подобно сверлу, закрепляют непосредственно в коническом отверстии шпинделя сверлильного станка, а насадные насаживают на специальную оправку, имеющую также конический хвостовик для крепления в шпинделе станка. Цельные зенкеры с коническим хвостовиком изготовляют трехзубыми. Ими обрабатывают отверстия диаметром до 35 мм. Насадные зенкеры имеют четыре зуба и служат для обработки отверстий диаметром до 100 мм.
В последние годы в связи с широким распространением многогранных твердосплавных пластинок появился ряд конструкций зенкеров, в качестве режущей части которых используются эти пластинки.
На рис. 5.10, е представлен зенкер с механическим креплением четырехгранных твердосплавных пластинок. Режущая пластинка 1 закрепляется в корпусе 2 тягой 3.
Для замены пластинок без съема зенкера со станка достаточно сместить тягу 3, повернуть пластинку следующей гранью (или сменить пластинку), снова закрепить ее и продолжать работу.
Преимуществами этой конструкции по сравнению с напайным инструментом являются:
- быстрая смена затупившейся грани поворотом пластинки без съема зенкера со станка;
- повышение производительности обработки за счет использования более производительных марок твердых сплавов, склонных к трещинообразованию при пайке;
- сокращение расходов на заточку и переточку зенкеров и т. д.
Подобные конструкции должны в ближайшие годы получить значительное развитие, так как позволяют оснащать зенкеры самыми современными инструментальными материалами (твердым сплавом, минералокерамикой, синтетическими сверхтвердыми и т.п.), что должно обеспечить расширение их технологических возможностей, повышение производительности и качества обработки.