
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Метчики.
Метчик применяют для нарезания внутренних резьб, он представляет собой винт с продольными прямыми или винтовыми канавками, образующими режущие кромки и служащими одновременного для вывода стружки.
Метчики по своей конструкции и назначению делятся на следующие основные виды:
ручные (слесарные) для нарезания метрических, дюймовых и трубных резьб вручную; в комплекте содержатся два или три метчика;
гаечные (длинные и короткие) для нарезания метрических и дюймовых резьб в гайках и сквозных отверстиях различных деталей преимущественно на сверлильных станках. Для нарезания гаек на станках-автоматах используют гаечные длинные метчики с изогнутым хвостовиком. Они также могут применяться на сверлильных станках для непрерывного нарезания гаек специальными приспособлениями;
машинные для нарезания метрических, дюймовых и трубных резьб в сквозных или глухих отверстиях на сверлильных станках с механизмом изменения направления вращения шпинделя, а также на токарных станках.
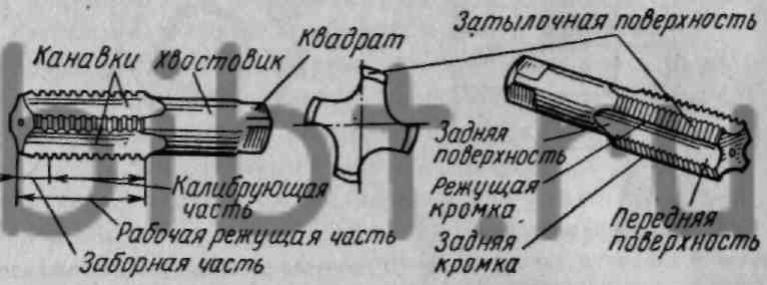
Рис. 5.12. Части, поверхности и режущие элементы метчиков
Метчик (рис. 5.12) имеет рабочую часть и хвостовик. Рабочая режущая часть метчика имеет заборную и калибрующую части. Заборная часть производит резание, а калибрующая зачищает (калибрует) нарезанную резьбу. На конце хвостовика находится квадрат, которым метчик закрепляется в патроне или в воротке. Канавки предназначены для отвода стружки и образования передних и задних поверхностей режущих зубьев.
Метчики изготовляют из инструментальных углеродистых, легированных и быстрорежущих сталей.
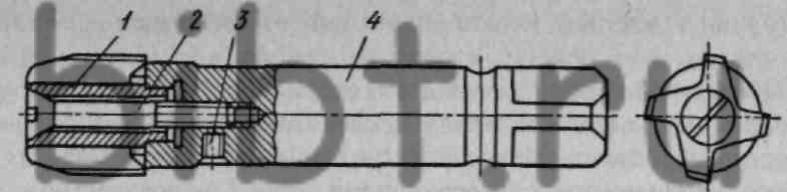
Рис. 5.13. Метчик со сменной твердосплавной рабочей частью
На рис. 5.13 приведена конструкция метчиков со сменной твердосплавной рабочей частью. Твердосплавная коронка 1 винтом 2 присоединяется к хвостовику 4 и стопорится винтом 3.
Крутящий момент передается от хвостовика на коронку через торцовые выступы.
Конструкция метчиков с механическим креплением рабочей части позволяет увеличить стойкость метчиков и сократить расход инструмента.
В серийном и массовом производстве широко распространены комбинированные многоразмерные или многопереходные режущие инструменты,к которым относятся ступенчатые сверла, ступенчатые зенкеры и другие инструменты (рис. 5.14). С их помощью за один переход можно получить отверстие с двумя-тремя ступенями.
При работе комбинированными инструментами значительно сокращается время обработки отверстий за счет уменьшения количества переходов, сокращения вспомогательного и машинного времени.
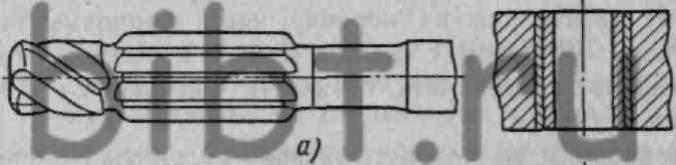
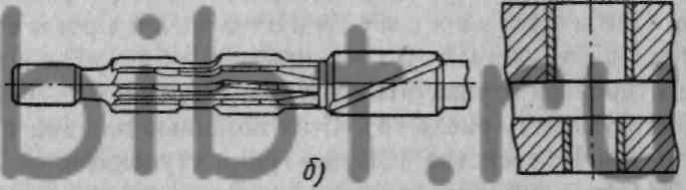
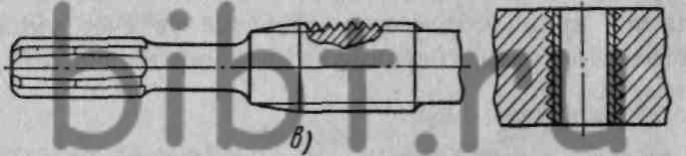
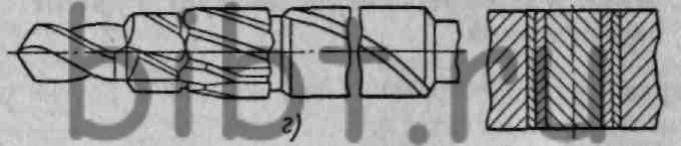
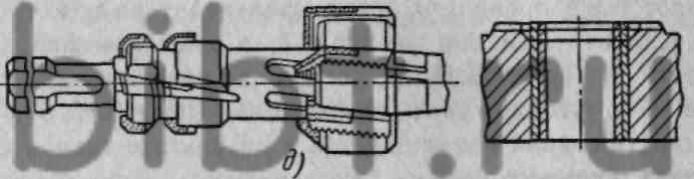
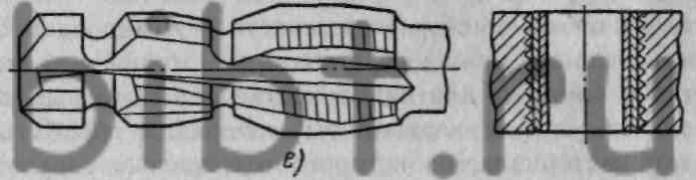
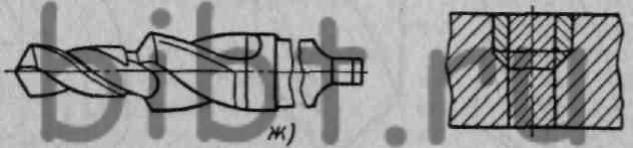
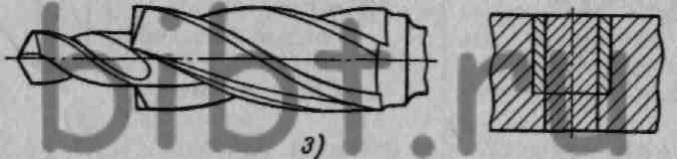
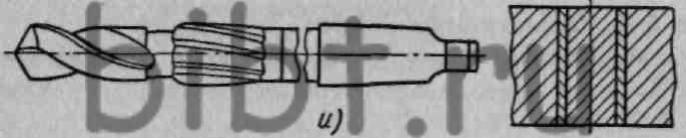
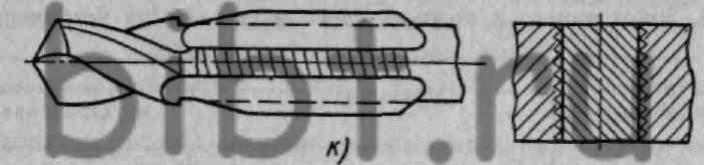
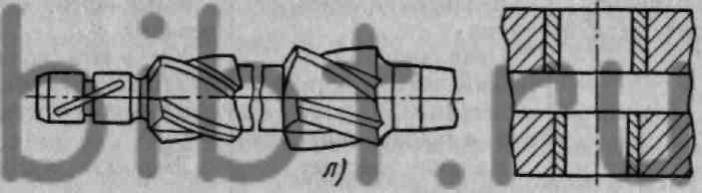
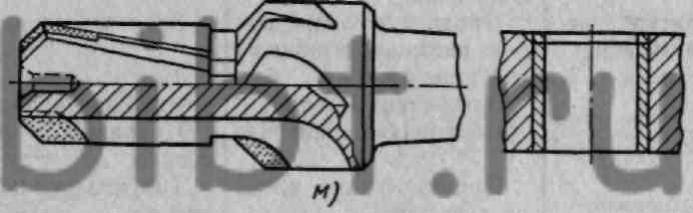
Рис. 5.14. Конструкции комбинированных режущих инструментов и схемы их работы:
а — зенкер — развертка, б — развертка — развертка, в — развертка — метчик, г — сверло — зенкер — развертка, д — многоступенчатый зенкер, е — зенкер — развертка — метчик, ж — сверло — сверло, з — сверло — зенкер, и —сверло — развертка, к — сверло — метчнк, л — зенкер — зенкер, м — зенкер — зенковка