
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
5.2. Износ и стойкость сверл, зенкеров и других инструментов.
Сверла в процессе резания так же, как и другие режущие инструменты, изнашиваются.
Износ быстрорежущих сверл происходит по задней поверхности 1, ленточкам 2 и уголкам 3, а иногда и передней поверхности 4 (рис. 5.15, а), сверл с пластинками твердого сплава — по уголкам 5 и ленточке 6 (рис. 5.15,б). Задняя поверхность сверла изнашивается в результате трения об образующуюся стружку.
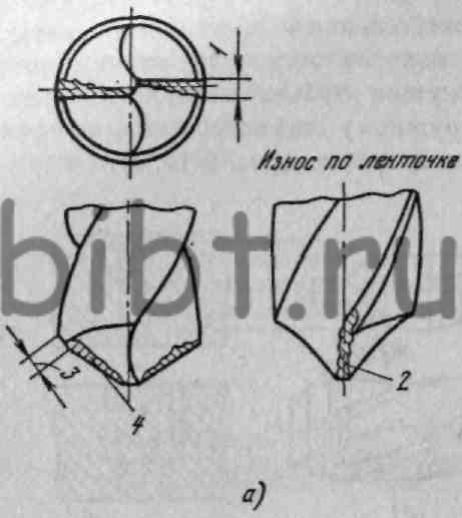

Рис. 5.15. Характер износа сверл:
а — износ быстрорежущего сверла, б — износ твердосплавного сверла
Стойкостью сверла называется суммарная продолжительность резания между переточками режущей кромки и выражается в минутах или в количестве обработанных деталей.
Стойкость сверла зависит от: материала обрабатываемой заготовки; материала, из которого изготовлено сверло; шероховатости поверхности режущей части сверла; качества термической обработки его; режимов резания (особенно от скорости резания и подачи); охлаждающей жидкости и т.д.
Чем быстрее изнашиваются задняя и передняя поверхности, ленточки и уголки (места перехода от режущих кромок к ленточкам), тем меньше стойкость сверла.
Износ ленточек и затупление сверла сопровождаются увеличением крутящего момента и осевого усилия и ухудшением качества обработки. Износ и затупление перемычки характеризуются увеличением осевого усилия.
Виды износа и поломок сверл при обработке металлов и способы их устранения приведены в табл. 5.1.
5.1. Виды износа и поломок сверл и способы их устранения
| Характер износа и поломки | Причины | Способы предупреждения и устранения |
| Выкрашивание режущих лезвий | Высокая скорость резания |
Уменьшить скорость резания |
Неправильный режим охлаждения (количество и состав охлаждающей жидкости) |
Увеличить
количество охлаждающей жидкости; |
|
Наличие твердых включений |
Заменить заготовку |
|
| Затупление режущих лезвий | Продолжительная работа сверлом с изношенной перемычкой |
Заточить сверло |
Завышенная подача |
Уменьшить подачу |
|
Неправильная заточка |
Правильно заточить сверло |
|
Провертывание сверла в патроне |
Тщательно закрепить сверло |
|
Плохая пригонка конусных поверхностей хвостовика сверла и переходной втулки |
То же |
|
Быстрый износ режущих лезвий |
Высокая скорость резания |
Уменьшить скорость резания |
Повреждение кромок ленточек |
Кондукторная втулка большего размера, чем сверло |
Заменить втулку |
| Поломка сверла | Сильное затупление сверла |
Не доводить сверло до сильного затупления |
Перегрузка сверла |
Установить правильный режим работы |
|
Спиральная канавка сверла забивается стружкой |
Чаще выводить сверло из отверстий, очищать его и отверстие от стружки |
|
Малая скорость при большой подаче |
Увеличить скорость или уменьшить подачу |
|
Недостаточная величина заднего угла сверла |
Заправить сверло, увеличить задний угол |
|
Пустоты, раковины и неоднородность обрабатываемого материала |
Заменить заготовку |
|
| Поломка лапки хвостовика | Наличие в переходной втулке грязи и заусенцев |
Очистить и насухо протереть переходную втулку и хвостовик сверла |
Плохая пригонка хвостовика в конусной переходной втулке |
Исправить переходную втулку или заменить ее новой |
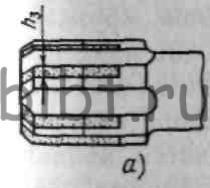
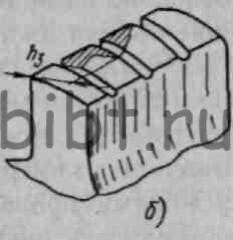
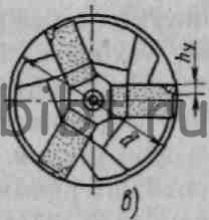
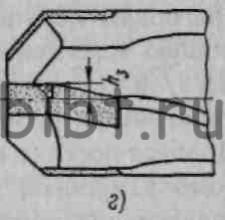
Рис. 5.16. Износ разверток (а), метчиков (б), зенкеров: быстрорежущих (в), твердосплавных (г)
Развертки в процессе эксплуатации изнашиваются как по задней и передней поверхностям, так и по ленточкам (рис. 5.16, а). Величина допустимого износа разверток определяется технологическими факторами — увеличением разбивания отверстия и увеличением параметра шероховатости поверхности.
Метчики работают с небольшими толщинами среза, не превышающими 0,15 мм с износом только по задним поверхностям зубьев. Износ режущих зубьев метчика происходит в основном только по наружному диаметру заборной части h3, распространяясь на уголки зубьев (рис. 5.16,б).
Основную работу резания совершают зубья заборной части метчика. Чрезмерно большой износ метчиков приводит к выкрашиванию режущих лезвий и даже к их поломкам. Характер износа метчиков зависит от качества обрабатываемого материала, материала метчика и его термической обработки, режима резания и геометрических параметров режущей части инструмента, качества и количества подаваемой в зону резания смазочно-охлаждающей жидкости, типа нарезаемого отверстия (сквозное или глухое).
Зенкеры в процессе эксплуатации изнашиваются по задней и передней поверхности и по ленточке (рис. 5.16, в). Зенкеры, оснащенные твердым сплавом, при обработке стали изнашиваются по задней поверхности, а при обработке чугуна — по ленточке (рис. 5.16, г).