
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Заточка спиральных сверл.
Спиральные сверла затачивают главным образом по конической поверхности. Различают следующие формы заточки сверл: одинарную и двойную, заточку с подточкой перемычки, ленточки и др. (табл. 5.2).
При этом должна быть обеспечена одинаковая длина режущих кромок по конической поверхности и ось сверла должн проходить через середину поперечной кромки.
Рекомендуемые формы заточек и размеры режущих элементов быстрорежущих сверл приведены в табл. 5.3, 5.4, 5.5
5.2. Формы заточки спиральных сверл
| Форма заточки и обозначение | Эскиз | Обрабатываемый материал |
| Одинарная (нормальная) Н | 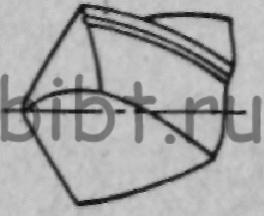 |
Сталь, стальное литье, чугун |
| Одинарная с подточкой перемычки НП | 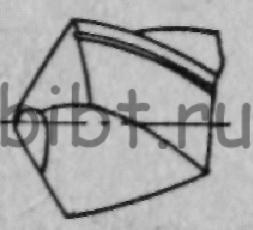 |
Сталь и стальное литье с σв до 500 МПа с неснятой коркой |
| Одинарная с подточкой перемычки и ленточки НПЛ | 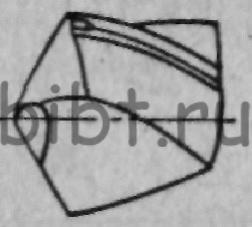 |
Сталь и стальное литье с σв до 500 МПа со снятой коркой |
| Двойная с подточкой перемычки ДП | 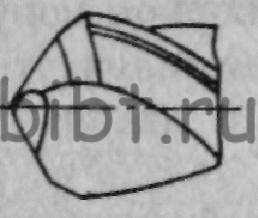 |
Стальное литье с σв более 500 МПа с неснятой коркой; чугун с неснятой коркой |
| Двойная с подточкой перемычки и ленточки ДПЛ | 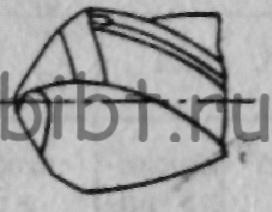 |
Сталь и стальное литье с σв более 500 МПа со снятой коркой; чугун со снятой коркой |
5.3. Форма заточек спиральных быстрорежущих сверл
| Форма заточки и обозначение | Эскиз | Обрабатываемый материал |
| Одинарная (нормальная) Н | 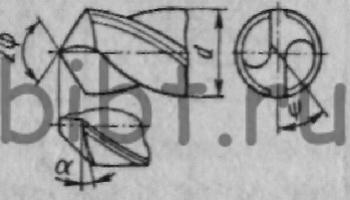 |
Сталь, стальное литье, чугун |
| Одинарная с подточкой перемычки НП | 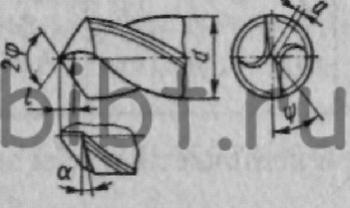 |
Сталь и стальное литье σв до 500 МПа с неснятой коркой |
| Одинарная с подточкой перемычки и ленточки НПЛ | 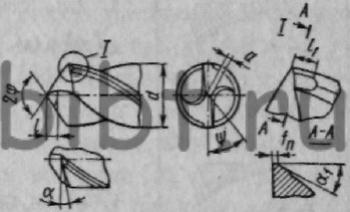 |
Сталь и стальное литье с σв до 500 МП а со снятой коркой |
| Двойная с подточкой перемычки ДПЛ | 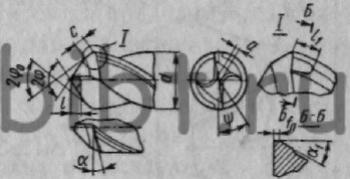 |
Сталь и стальное литье с σв более 500 МПa cо снятой коркой; чугун со снятой коркой |
5.4. Размеры режущих элементов быстрорежущих спиральных сверл
Примечание. При подточке ленточки задний угол принимается 6—8°.
5.5. Формы заточек твердосплавных спиральных сверл
| Формазаточки иобозначение | Эскиз | Обрабатываемый материал и назначение |
| Нормальная Н |  |
Для сверления отверстий в сером чугуне |
| Нормальная с подточкой поперечной кромки НП | 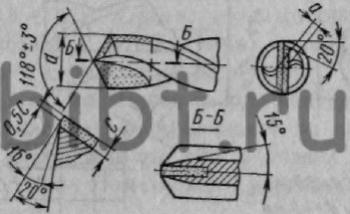 |
Для сверления отверстий в сером чугуне. Подточка делается с целью уменьшения осевого усилия и лучшего направления сверла |
| Двойная Д | 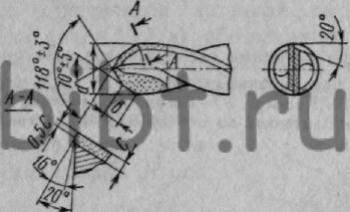 |
Для сверления сквозных отверстий в сером чугуне |
| Двойная с подточкой поперечной кромки ДП | 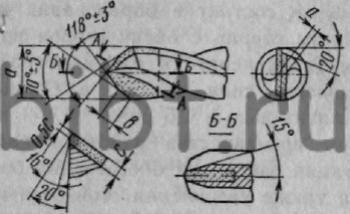 |
Для сверления сквозных отверстий в сером чугуне. Подточка делается с целью уменьшения осевого усилия и лучшего направления сверла |
При двойной заточке на заборном конусе сверла образуется вторая затылованная часть, имеющая угол при вершине 2φ = = 70-:-75°. Стойкость сверла с двойной заточкой увеличивается в 2,5—3 раза при обработке стали и в 5—6 раз при обработке чугуна по сравнению с нормальной заточкой.
Ленточку подтачивают на длине 1,5—4 мм под углом 6— 8°, при этом образуется узкая фаска шириной 0,1—0,2 мм, которая устраняет защемление и поломку сверла. После такой заточки стойкость сверла при обработке вязких сталей увеличивается в 2—3 раза.
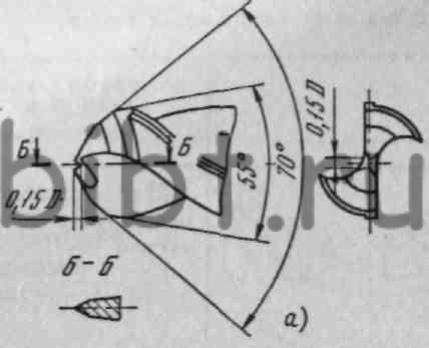

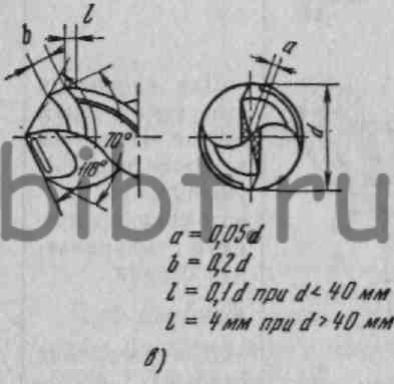
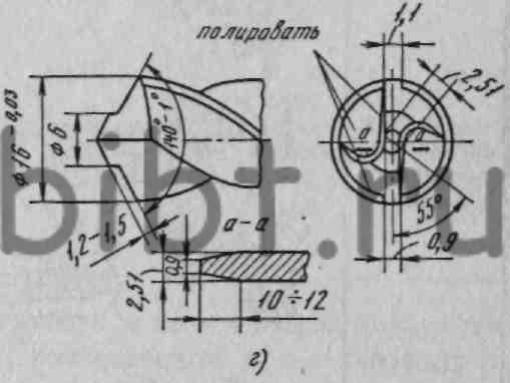
Рис. 5.17. Заточка сверл методами сверловщиков-новаторов:
а — сверло конструкции сверловщика-скоростника В. И. Жирова,
б — сверло, заточенное по методу В. Я. Костыря,
в — сверло конструкции А. П. Медикова,
г — сверло со ступенчатой заточкой по методу В. Я. Карасева
Подточка перемычки состоит в образовании дополнительных выемок у вершины сверла с обеих сторон вдоль его оси на длине 3—15 мм (в зависимости от диаметра). При этом значительно уменьшается сила подачи, а стойкость сверла увеличивается приблизительно в 1,5 раза.
Многие новаторы производства работают над совершенствованием конструкции сверл для обеспечения более высоких режимов резания, а также увеличения стойкости инструмента.
Так, например, по методу сверловщика-новатора В. И. Жирова перемычка перерезается канавкой на глубину 0,15 D, в результате облегчается врезание сверла в обрабатываемый металл (рис. 5.17,а). При такой заточке усилие подачи уменьшается в 2 раза, а производительность сверления отверстий увеличивается в 2—2,5 раза.
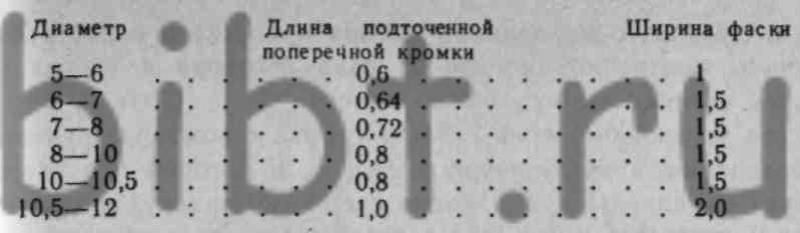
Размеры режущих
элементов (мм) твердосплавных сверл приведены ниже:
Новатор Грозненского машиностроительного завода «Красный молот» В. Я. Костырь предложил специальную заточку сверл, которая характеризуется образованием особой формы перемычки в наиболее прочном сечении двух перьев (рис. 5.17,б). При сверлении отверстий в вязкой стали угол при вершине рекомендуется принимать 2φ = 130°, а при обработке серого чугуна 2φ= 118 -:- 120°. Сверла из быстрорежущей стали, заточенные по методу В. Я. Костыря, имеют повышенную стойкость и работают с большими подачами.
На рис. 5.17, в изображено сверло конструкции А. П. Медикова со стружколомательной канавкой на передней грани. Им рекомендуется сверлить отверстия в вязких металлах (латунь, мягкая сталь), при этом можно увеличить подачу в 2,5— 3 раза.
Сверло со ступенчатой заточкой по методу новатора В. Я. Карасева (рис. 5.17, г) обеспечивает повышенную точность обработки и малую шероховатость, а также позволяет работать на высоких скоростях резания при больших подачах. Сверление может производиться без кондуктора, при этом устраняется увод сверла от оси отверстия.