
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
1.4. Поточнее производство и автоматические линии.
Поточное производство — передовой метод организации производства, при котором обеспечивается согласованность и непрерывность производственного процесса. Оборудование на предприятии располагается в соответствии с технологической последовательностью операций, а предметы труда перемещаются механическими устройствами в определенном направлении (например, на конвейерах, с помощью роботов). Поточные методы позволяют механизировать различные работы, применять высокопроизводительное специальное и специализированное оборудование, автоматические линии.
Наиболее эффективная и экономичная организация производства — непрерывно-поточное производство.
Необходимым условием для осуществления непрерывно-поточного производства, особенно с применением конвейеров или автоматических линий, является ритмичность работы, т. е. выполнение работы с постоянной скоростью.
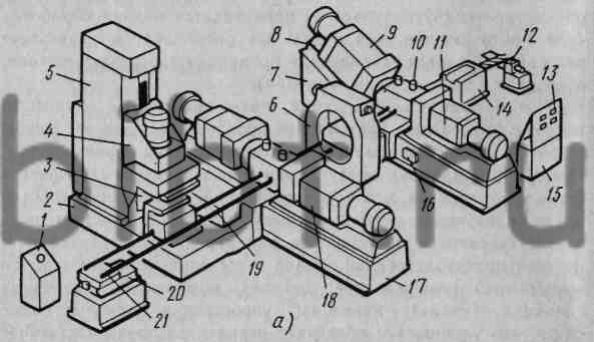
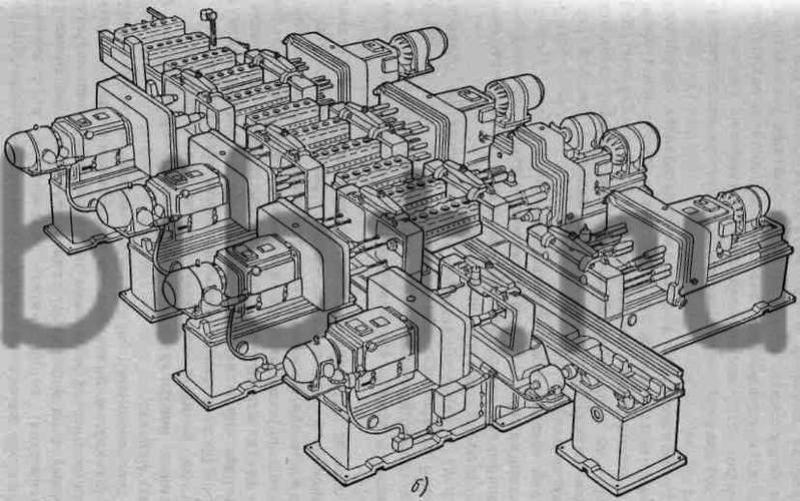
Рис. 1.1. Автоматические линии:
а — из агрегатных станков: 1 — пульт управления, 2, 14, 21 — подставки и основание. 3 — приспособления. 4 — несамодействующая силовая головка, 5 — вертикальная станина. 6 — барабан поворотной детали. 7 — накладные подставки, 8 — салазки, 9, 11, 18 — самодействующие силовые головки, 10— цилиндр зажима детали, 12 — привод транспортирования стружки, 13 — гидроаппаратура, 15 — гидростанция, 16 — насос автоматической смазки, 17 — станина-подставка, 19 — поворотный стол, 20 — конвейер; б — из агрегатных сверлильных станков
Непрерывность потока требует, чтобы все операции в данном процессе выполнялись за один промежуток времени, равный по продолжительности промежутку, в течение которого обрабатывамые заготовки или собираемые изделия поступают в поток и выходят из него. Этот промежуток времени и называют тактом работы.
Выполнение указанного требования лучше всего обеспечивают рабочий конвейер и автоматическая линия, где такт задается всему потоку механизмов транспортным устройством, автоматически передающим заготовку с одной операции на другую через установленные промежутки времени.
Высшей формой поточного производства является автоматическая линия.
Автоматическая линия представляет собой ряд взаимосвязанных станков, транспортных и контрольных механизмов, автоматически осуществляющих обработку деталей или сборку по заранее заданному технологическому процессу с единым механизмом управления, и является высокой ступенью организации труда.
Автоматические линии подразделяются:
в зависимости от величины штучного выпуска деталей на однопоточные (последовательного действия) и многопоточные (параллельно-последовательного действия);
по роду станков — на линии, образованные из станков, специально построенных для данной линии, из полуавтоматов и автоматов общего назначения, из агрегатных станков, из модернизированных (автоматизированных) универсальных станков;
по способу передачи обрабатываемых деталей со станка на станок — на линии со сквозным транспортированием с проходом детали сквозь места зажима, применяемые при обработке корпусных деталей на агрегатных станках, на линии с верхним транспортированием — горизонтальным в продольном направлении и вертикальным в поперечном, на линии с боковым (фронтальным) продольно-поперечным транспортированием, на линии с комбинированным транспортированием, на линии с роторным транспортированием, применяемым в роторных линиях;
по расположению оборудования — на замкнутые и незамкнутые. Замкнутые линии бывают круговые и прямоугольные. У круговых имеется небольшое число позиций и используется поворотный стол (Например, станки-комбайны). Большинство автоматических линий имеет незамкнутое расположение оборудования: прямолинейное, Г-образное, П-образное, Ш-образное, зигзагообразное.
Основными факторами, влияющими на тип автоматической линии, являются вид детали и технологический процесс ее обработки.
По виду обрабатываемых деталей различают следующие автоматические линии: для корпусных деталей, валов, деталей в форме дисков (зубчатых колес и др.), для колец шарикоподшипников, для мелких деталей (винтов, штифтов, роликов и т. п.).
Автоматические линии из агрегатных станков применяют для обработки корпусных деталей. Агрегатные станки автоматических линий в основном состоят из нормализованных узлов, поэтому они получили широкое распространение. На рис. 1.1, а показана типовая схема автоматической линии из агрегатных станков. Обрабатываемые детали, последовательно проходя через все позиции обработки, не снимаются с транспортера. В каждой рабочей позиции детали фиксируются и зажимаются в стационарных приспособлениях.
На рис. 1.1,б показана автоматическая линия сверлильных агрегатных станков с горизонтальным расположением шпинделей, применяемая на автомобильных заводах. Весь процесс обработки и перемещения деталей с операции на операцию в линии автоматизирован. Рабочий только следит за работой.