
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Кондукторы для закрепления заготовок. Незакрепляемый накидной кондуктор.
Для крепления заготовок и обеспечения правильного положения инструмента относительно оси обрабатываемого отверстия на сверлильных станках пользуются специальными приспособлениями — кондукторами.
Для направления режущего инструмента в корпусе кондуктора имеются кондукторные втулки, которые обеспечивают точную обработку отверстий в соответствии с чертежом. Конструкция и размеры этих втулок стандартизованы.

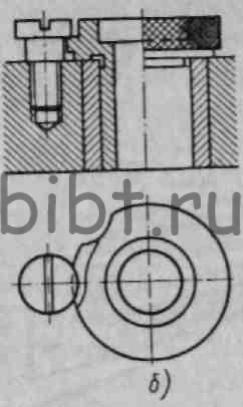
Рис. 5.41. Кондукторные втулки: а — постоянные; б — быстросменные
Они бывают:
постоянные (рис. 5.41, а) — применяются в кондукторах для мелкосерийного производства при обработке отверстия одним инструментом и
быстро-сменные с замком (рис. 5.41, б) — в кондукторах для массового и крупносерийного производства.
Втулки изготовляют из стали У10А или 20Х и подвергают термической обработке для придания им необходимой твердости.
Для уменьшения износа втулок и уменьшения смещения оси обрабатываемого отверстия из-за возможного перекоса инструмента во втулке между ее нижним торцом и поверхностью-заготовки оставляют зазор. Тогда стружка не проходит через втулку, а сбрасывается в сторону. При сверлении чугуна зазор берут от 0,3 до 0,5 мм.
При сверлении стали и вязких материалов (меди, алюминиевых и других сплавов) зазор увеличивается до размера диаметра.
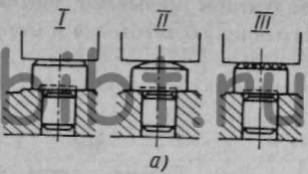
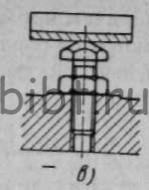
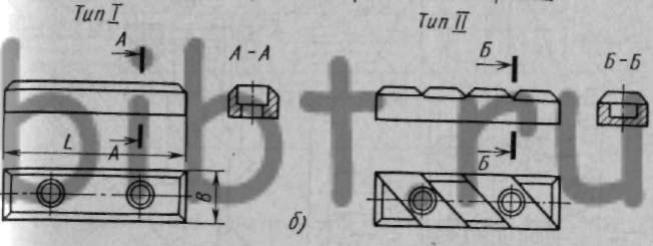
Рис. 5.42. Установочные опоры для обрабатываемых заготовок:
а — установочные штыри;
б — установочные пластинки;
в — регулируемые опоры
Правильное расположение обрабатываемых заготовок относительно инструмента в кондукторах обеспечивается установочными опорами. К ним относятся штыри и пластинки.
Штыри (рис. 5.42, а) применяются с плоской (I), сферической (II) и насеченной (III) головками. Первые предназначены для установки заготовок обработанными поверхностями, вторые и третьи — для установки заготовок необработанными поверхностями.
Установочные пластинки (рис. 5.42,6) закрепляются в корпусе кондуктора двумя или тремя винтами.
Если на поверхности обрабатываемой заготовки имеется припуск, который надо удалить при последующих операциях, применяются регулируемые опоры (рис. 5.42, в).
Кондукторные плиты служат для установки в их отверстиях кондукторных втулок.
В зависимости от способа соединения с корпусом кондуктора кондукторные плиты подразделяются на:
- постоянные,
- поворачиваемые,
- объемные,
- подвесные
- подъемные.
Постоянные плиты изготовляют заодно с корпусом кондуктора или жестко соединяют с ним сваркой или винтами.
Поворачиваемые плиты вращаются на оси относительно корпуса кондуктора при установке и снятии обрабатываемой детали.
Съемные плиты изготовляют отдельно от корпуса. Деталь закрепляют в кондукторе, устанавливают съемную плиту, а после обработки съемную плиту снимают.
Подвесные кондукторные плиты по краям имеют два отверстия, которыми их устанавливают на нижних концах двух направляющих скалок и закрепляют гайками. Верхние концы скалок свободно входят в отверстия втулок, запрессованных в отверстия корпуса многошпиндельной сверлильной головки, которая закреплена на гильзе шпинделя станка.
Подъемные кондукторные плиты по краям имеют два отверстия, которыми их устанавливают на верхних концах двух направляющих скалок и закрепляют гайками. Нижние концы направляющих скалок входят в отверстия корпуса кондуктора. Подъем и опускание направляющих скалок с кондукторной плитой производится от пневмопривода.
Применение кондукторов устраняет необходимость в разметке, нанесении центровых отверстий, выверке заготовок при креплении и других операциях, связанных со сверлением по Разметке. Поэтому их широко используют в серийном и массовом производстве.
Кондукторы по своей конструкции бывают :
- накладные,
- скользящие,
- опрокидываемые,
- поворотные.
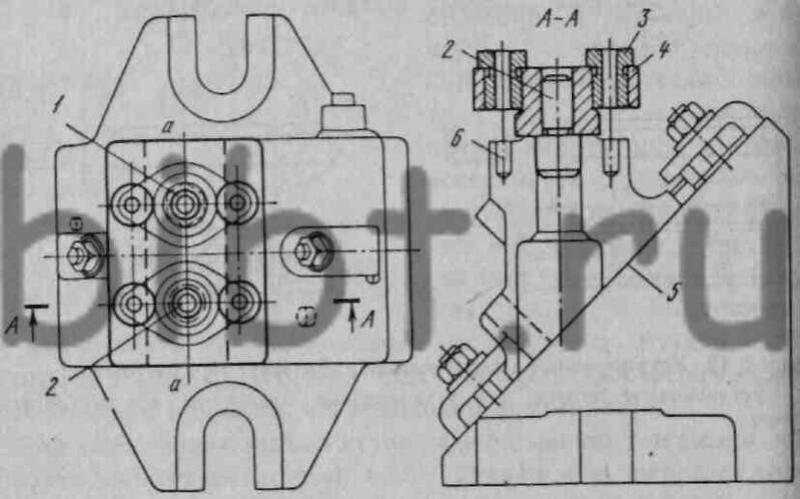
Рис. 5.43. Незакрепляемый накидной кондуктор
Накладными кондукторы называют потому, что они накладываются на обрабатываемую заготовку и могут свободно лежать на ней или закрепляться.
На рис. 5.43 дана схема незакрепляемого накладного кондуктора для сверления четырех отверстий 6. Обрабатываемая заготовка устанавливается базой 5 на наклонной плоскости приспособления так, чтобы оси просверливаемых отверстий расположились вертикально, соответственно направлению рабочей подачи сверла. После закрепления в таком положении на заготовку накладывают кондукторную плиту 4. Два фиксирующих пальца 1 и 2 обеспечивают правильное положения направляющих втулок 3 относительно осей отверстий.
Скользящие кондукторы не крепятся к столу станка, а для каждого просверливаемого отверстия устанавливаются в рабочее положение сверловщиком. Поэтому работа на них менее производительна, чем на закрепляемых. Эти кондукторы применяются при работе на одношпиндельном сверлильном станке, когда на одной поверхности заготовки требуется просверлить несколько отверстий. Направляющие втулки в таких кондукторах монтируют на откидных планках.
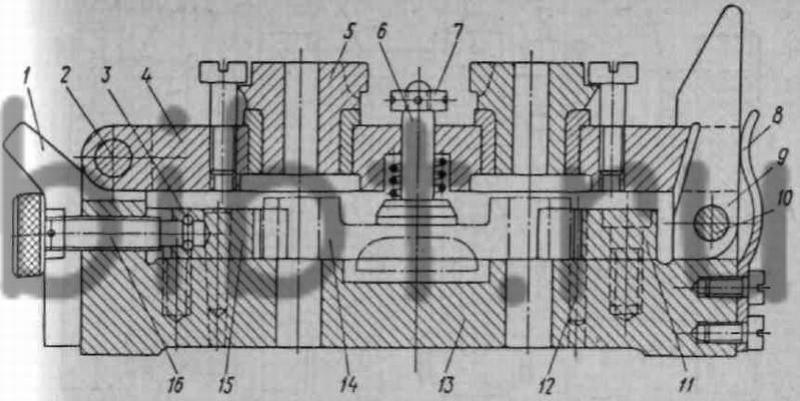
Рис. 5.44. Скользящий кондуктор для сверления двух отверстий
На рис. 5.44 изображена схема скользящего кондуктора для сверления двух отверстий в бобышках заготовки 14 (на рисунке указана штрихпуиктиром). На основании кондуктора 13 на ocи 2 смонтирована кондукторная планка 4, в которой расположены две сменные направляющие втулки 5 и пружинный прижим 6, служащий для удержания планки гайкой 7 при установке и снятии заготовки.
Обрабатываемая заготовка 14 устанавливается торцом на шлифовальную поверхность основания кондуктора и с помощью двух призм — неподвижной 11 и подвижной 15, соединенной со штифтом 16 шпильками 3, определяется необходимое положение заготовки относительно кондукторных втулок 5. Фиксируется положение призм контрольными штифтами 12.
При установке заготовки 14 планка 4 откидывается до упора 1. Во время обработки заготовки кондукторная планка 4 удерживается защелкой 9, сидящей на оси 10, и прижимается плоской пружиной 8.
Опрокидываемые кондукторы используют, когда нужно сверлить отверстия в нескольких плоскостях.
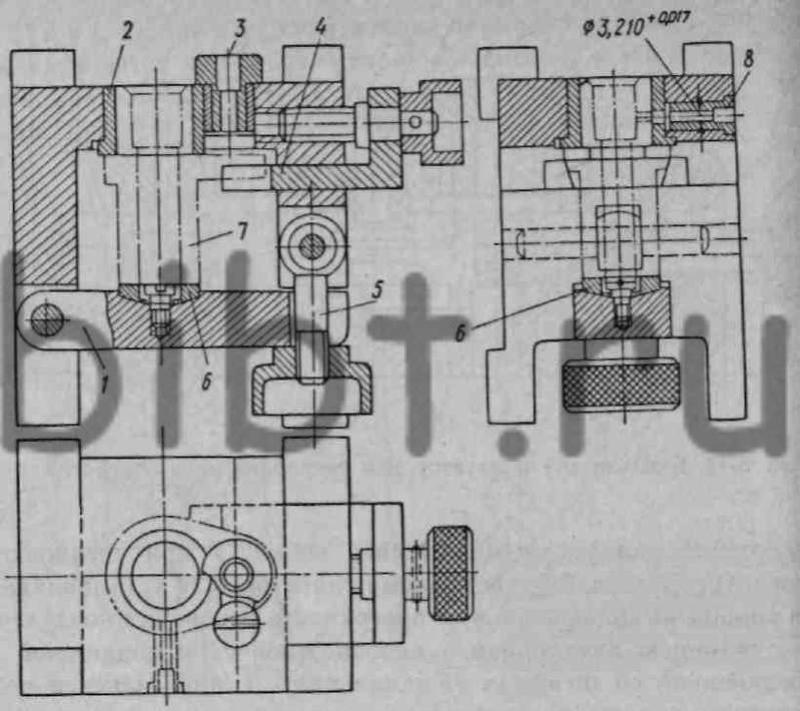
Рис. 5.45. Опрокидываемый кондуктор для сверления отверстий в двух взаимно перпендикулярных плоскостях
На рис. 5.45 показана схема опрокидываемого кондуктора. Заготовка 7 для сверления в ней отверстий, расположенных в двух взаимно перпендикулярных плоскостях, фиксируется втулкой 2 и подвижной призмой 4. Заготовку зажимают откидным болтом 5 с помощью откидной планки 1, снабженной самоустанавливающимся сухарем 6.
Сверление производится через направляющие втулки 3 и 8. После того как просверлено отверстие в одной плоскости, кондуктор поворачивают и сверлят отверстия в другой плоскости.
Поворотные кондукторы применяют главным образом для сверления отверстий на цилиндрических поверхностях. Их изготовляют с горизонтальными, вертикальными и наклонными осями поворота. Направляющие втулки устанавливаются в корпусе кондуктора или на поворотном шпинделе.
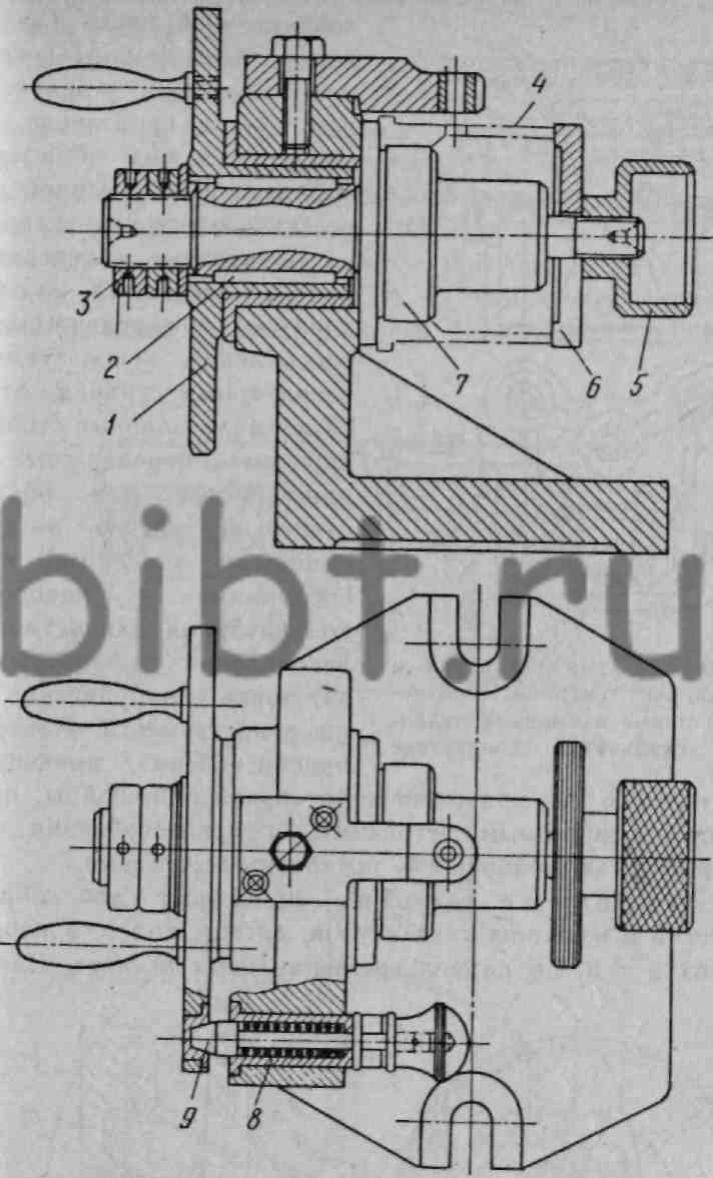
Рис. 5.46. Поворотный кондуктор
На рис. 5.46 показан поворотный кондуктор, предназначенный для сверления в заготовке 4 (указана штрихпунктиром) девяти отверстий. Заготовку устанавливают на шпинделе 7 и зажимают гайкой 5 через разрезную шайбу 6. Делительный диск 1 соединяется со шпинделем 7 шпонкой 2. Люфт шпинделя регулируется гайками 3. Фиксатор 9 включается пружиной 8.
В современных условиях мелкосерийного и серийного производства наиболее целесообразно применять универсальные нормализованные кондукторы, которые, переналаживая, можно использовать для обработки большого количества однотипных, но различных по размерам заготовок.
К нормализованным кондукторам относятся скальчатые с быстродействующими ручными и пневматическими зажимами и др.
Скальчатые кондукторы как с ручным, так и с пневматическим зажимом заготовки обеспечивают быстрый зажим и освобождение заготовки и допускают большое число переналадок. Скальчатые кондукторы используют для сверления, развертывания и нарезания резьбы в различных изделиях, как, например, рычагах, крышках, втулках, валиках и т. д.
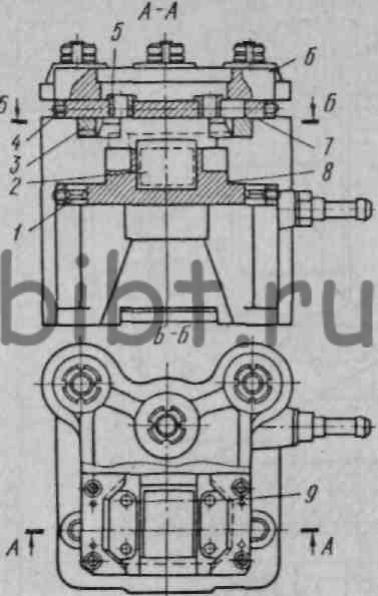
Рис. 5.47. Схема установки и закрепления сменной кондукторной плиты и сменной наладки в скальчатом кондукторе
На рис. 5.47 показана схема установки и закрепления сменной кондукторной плиты и сменной наладки в скальчатом кондукторе консольного типа с пневматическим приводом.
На плоскости корпуса и установочных пальцах 1 помещена сменная наладка (подставка 8), в нее круглым концом устанавливают обрабатываемую деталь, в прямоугольном фланце которой требуется просверлить четыре отверстия 9. На нижней плоскости постоянной кондукторной плиты 6 с прямоугольной выемкой установлена на пальцах 7 сменная кондукторная плита 4 с четырьмя кондукторными втулками 5. К сменной кондукторной плите 4 винтами прикреплены призмы 3, которые при опускании кондукторных плит 4 и 6 производят ориентацию и зажим обрабатываемой детали 2 в сменной наладке скальчатого кондуктора.