
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Универсально-сборные приспособления (УСП).
Универсально-сборные приспособления (УСП) широко используют на заводах с опытным, мелкосерийным и единичным типом производства и при освоении новой продукции в серийном производстве.
Детали и сборочные единицы предназначены для сборки приспособлений, используемых при различных видах механической обработки и контроля деталей машин.
Быстрота сборки обеспечивается универсальной конструкцией, высокой точностью и взаимозаменяемостью элементов.
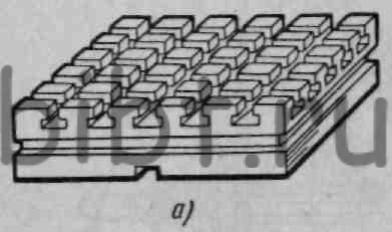
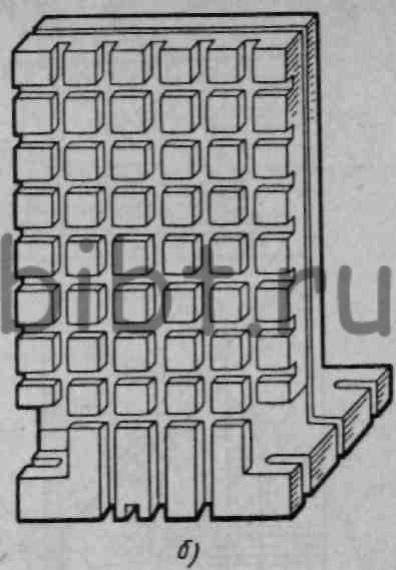
Рис. 5.53. Базовые детали УСП: а — плита; б — угольник
После обработки заданной партии деталей компоновка разбирается, а составляющие ее элементы могут быть использованы для сборки новых компоновок, предназначенных для обработки других деталей.
Комплекты УСП состоят из базовых, опорных, установочных, направляющих, прижимных, крепежных и других элементов, а также из созданных на их основе сборочных единиц. Из элементов и сборочных единиц УСП можно компоновать специальные станочные приспособления для фрезерных, расточных и сверлильных станков.
Базовые детали (рис. 5.53) служат основанием, на котором монтируется до 80% УСП. К ним относятся плиты (квадратной и прямоугольной формы) и угольники, имеющие сетку Т-образных пазов и резьбовых отверстий. На нижней части основания плит и угольников имеются шпоночные пазы, с помощью которых собранное приспособление координируется относительно центра стола станка. От качества базовых деталей зависит жесткость и точность УСП.
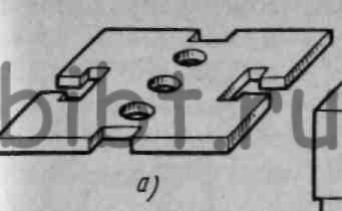
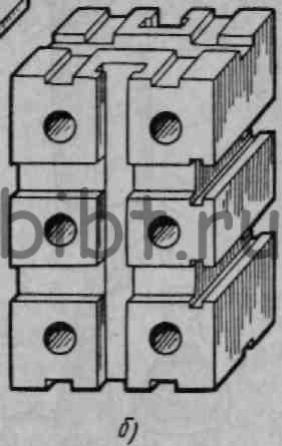
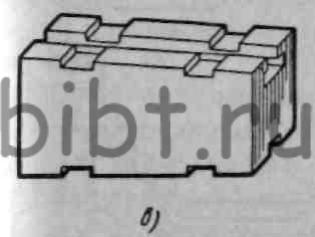
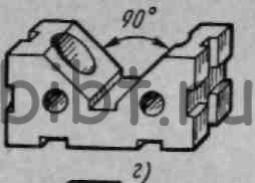
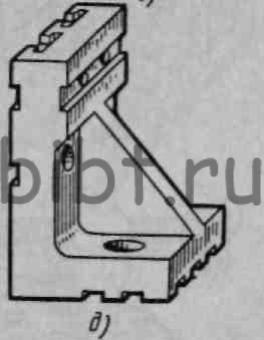
Рис. 5.54. Опорные детали УСП:
а — прокладка прямоугольная, б — опора прямоугольная; в — опора угловая; г — призма опорная; д — угольник установочный
Опорные детали (рис. 5.54) предназначены для образования корпуса приспособления и его основных опорных поверхностей. К опорным деталям относятся прокладки, опоры, призмы, угольники. Основными в корпусе приспособления являются опоры, имеющие Т-образные и П-образные пазы и резьбовые отверстия. Остальные детали служат для регулирования опор по высоте и увязки опор между собой в целях создания единого жесткого приспособления. Широкая номенклатура и многообразие опорных деталей позволяют собирать (с их помощью) большое число разнообразных УСП.
Установочные детали — шпонки, пальцы, переходники, штыри, постоянные и колпачковые опоры — предназначены для взаимной фиксации базовых и опорных элементов между собой и создания базовых опор для закрепляемой заготовки.
Направляющие детали служат для направления подвижных частей УСП и режущего инструмента. К ним относятся валики, колонки, кондукторные втулки и хвостовики призм.
К прижимным деталям относятся прихваты, которые одним концом опираются на обрабатываемую деталь, а другим — на квадратные или круглые опоры. Прижим детали к опоре осуществляется с помощью пазовых болтов различной длины, которые проходят через овальное отверстие прихвата. Для крепления деталей переменной высоты используются самоустанавливающиеся прихваты.
К прижимным деталям относятся пазовые болты и гайки различной формы и высоты, работающие в сочетании с прихватом.
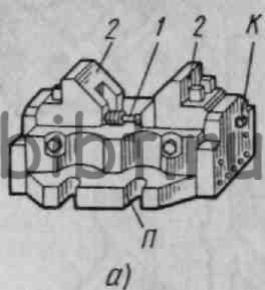
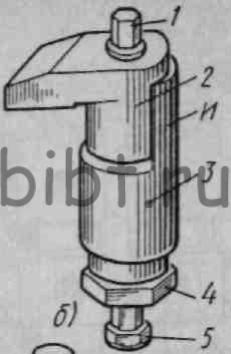
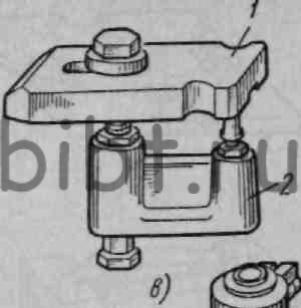
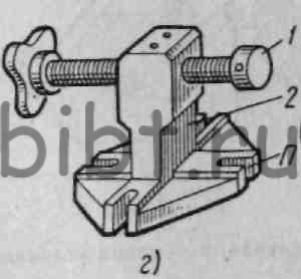

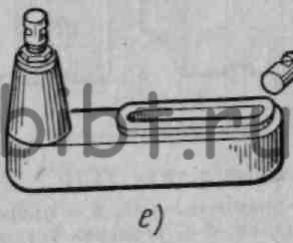

Рис. 5.55. Сборочные единицы УСП:
а — призма, б — прижим Г-образный, в — прижим плоский, г — прижим универсальный; д — опора регулируемая, е — опора регулируемая подводимая, ж — опора универсальная
Наиболее часто применяемые сборочные единицы УСП показаны на рис. 5.55.
Подвижная призма (рис. 5.55, а) регулируется вращением винта 1 за четырехгранник К. При этом винт, имеющий на концах правую и левую резьбу, сдвигает губки 2. Болты для крепления призмы к плите приспособления или столу станка устанавливаются в пазы П.
Г-образный прижим (рис. 5.55,б) своей хвостовой частью 5 устанавливается в Т-образный паз плиты и закрепляется гайкой 4. Обрабатываемая деталь зажимается угольником 2, который притягивается винтом 1. Втулка 3 имеет заплечик И, который воспринимает усилие зажима. При освобождении детали угольник 2 возвращается в исходное положение пружиной, смонтированной в стакане угольника.
Прижим (рис. 5.55, в) отличается от Г-образного прижима наличием плоского прихвата 1, который одним концом опирается на обрабатываемую деталь, а вторым — на регулируемую опору 2. Универсальный прижим (рис. 5.55,г) предназначен для бокового прижима детали, осуществляемого винтом 1, установленном в стойке 2, которая фиксируется на плите приспособления болтами (через пазы П).
Опоры (рис. 5.55, д,е,ж) имеют ручную регулировку и крепятся непосредственно к базовой плите УСП (с помощью сухарей и винтов).
Конструкция элементов, габаритные и присоединительные размеры, допуски и шероховатость поверхности даны с учетом взаимозаменяемости и собираемости элементов в различных комбинациях без натягов и пригонки. Возможность сборки проверена на многих заводах страны длительной практикой создания приспособлений для различных видов обработки.
Такой вид оснащения значительно сокращает сроки подготовки производства, так как сборка приспособлений из готовых элементов занимает гораздо меньше времени, чем проектирование и изготовление специальных приспособлений. Многократное использование в течение длительного времени одних и тех же элементов для сборки различных приспособлений позволяет уменьшить расход металла на специальную оснастку, сократить объем работ в инструментальных цехах, высвободить часть оборудования и т. д.
На рис. 5.56 изображена монтажная схема универсально-сборного кондуктора для сверления двух отверстий с точным расстоянием между их осями O — O1 .
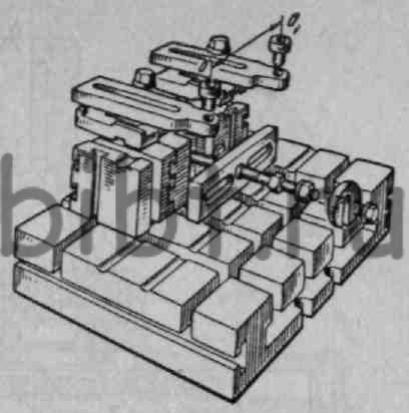
Рис. 5.56. Универсально-сборный кондуктор для сверления двух отверстий