
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Многошпиндельные сверлильные головки.
Такие головки являются дополнительным приспособлением к сверлильному станку, ими можно одновременно обрабатывать несколько отверстий. При использовании таких головок производительность сверлильных станков значительно увеличивается.
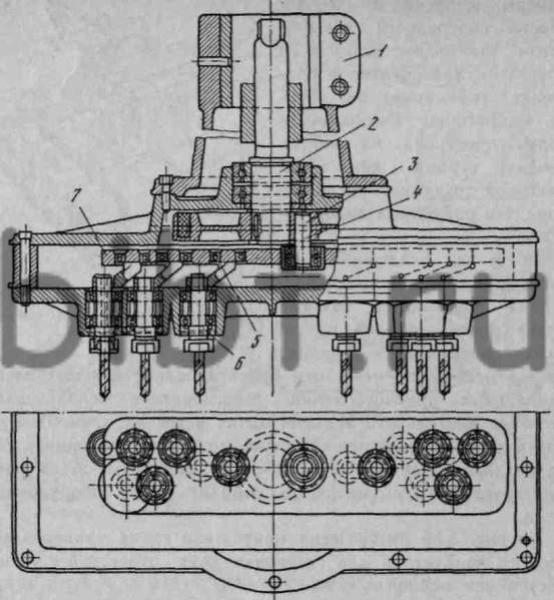
Рис. 5.57. Универсальная восьмишпиндельная сверлильная головка
Многошпиндельные сверлильные головки бывают различной конструкции. Восьмишпиндельная с кривошипным приводом рабочих шпинделей показана на рис. 5.57. Головки с кривошипным приводом рабочих шпинделей допускают произвольное их расположение в пределах максимальных расстояний между соседними шпинделями.
Головка крепится разрезным хомутом 1 на шпинделе станка. На ведущем шпинделе 2 головки насажен маховик 3 с кривошипным пальцем 4, который сообщает движение водилу 7, связанному через кривошипы 5 с рабочими шпинделями 6. Все рабочие шпиндели и кривошипные пальцы смонтированы на шарикоподшипниках. Для уравновешивания кривошипного механизма головки в ободе маховика 3 просверлены отверстия, залитые свинцом.
Рис. 5.58. Универсальная шестишпиндельная сверлильная головка

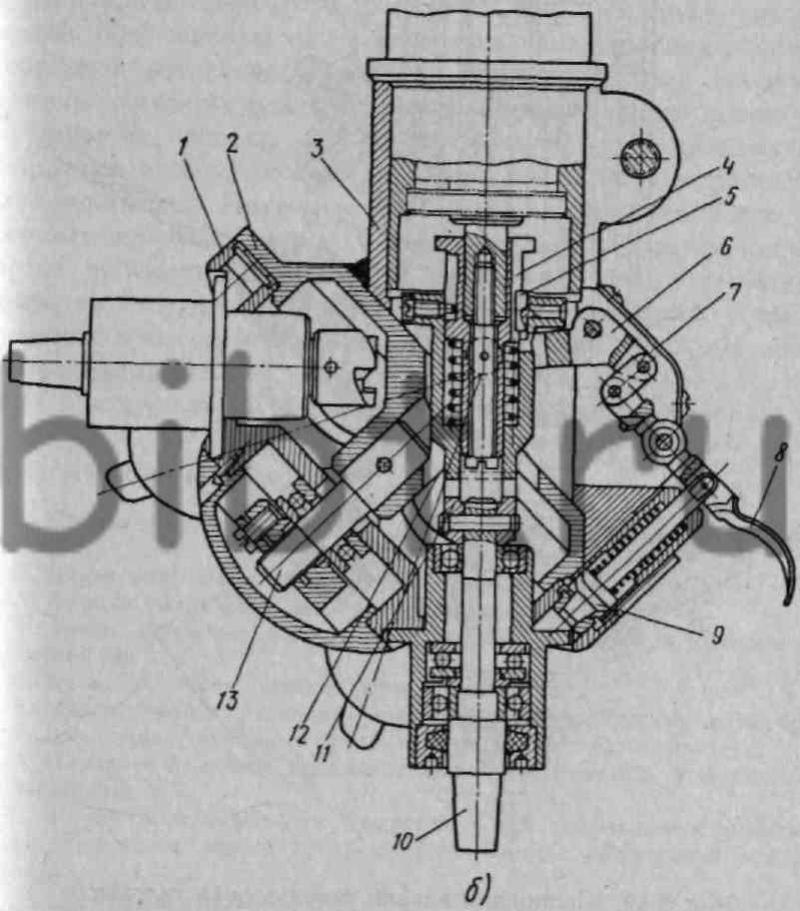
На рис. 5.58 показан общий вид (а) и схема (б) универсальной шестишпиндельной револьверной сверлильной головки, применяемой для последовательного сверления от двух до шести отверстий разного диаметра и выполнения других операций по обработке отверстий.
В неподвижном корпусе 2 головки на оси 13 поворачивается корпус 1 с шестью шпинделями 10, у которых на одном конце насажены кулачковые или цанговые патроны для крепления инструмента, а на другом — трехзубые кулачки 11.
Ведущий кулачок 12 через втулку 4 и шпонку 5 получает вращение от шпинделя сверлильного станка, кулачок можно перемещать по втулке 4 и выводить из зацепления с ведомым кулачком 11. Эти перемещения осуществляются крючком 8 связанным с кулачком серьгой 7 и рычагом 6.
Причем крючок 8 одновременно выводит фиксатор 9 из зацепления с поворотным корпусом 1, что позволяет подвести под ведущий кулачок любой из шести шпинделей головки. Сверлильную головку закрепляют на шпинделе сверлильного станка хомутом горловины 3.
Производительность труда при сверлении отверстий диаметром 0,8—6 мм этой сверлильной головки может увеличиться на 10—15%.
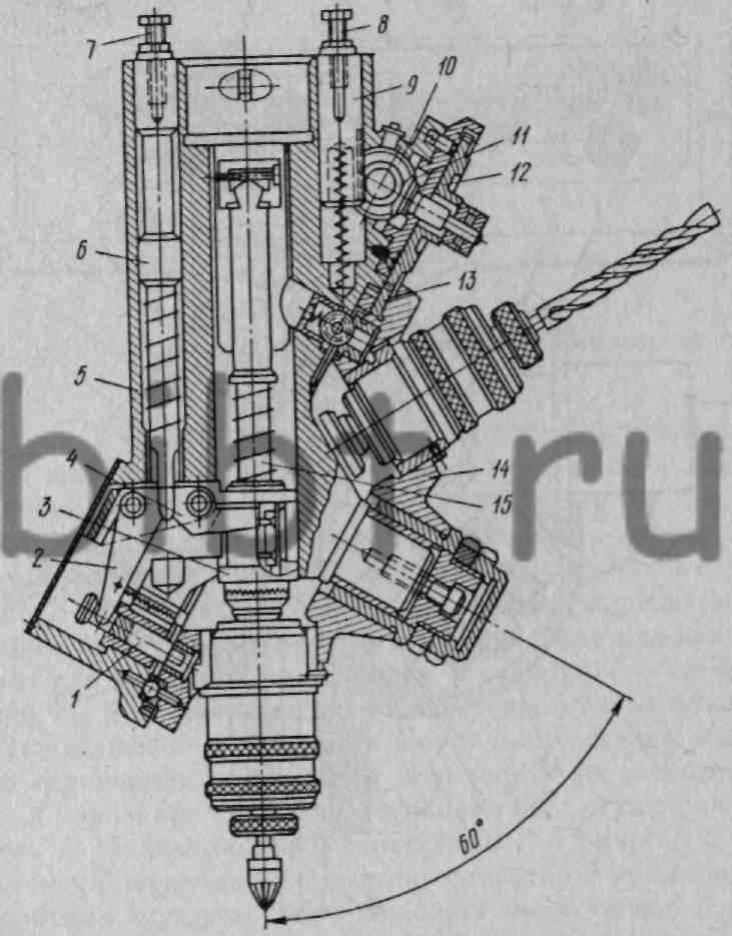
Рис. 5.59. Шестишпиндельная револьверная головка
На рис. 5.59 показана конструкция шестишпиндельной револьверной головки для последовательной обработки отверстий в детали различными режущими инструментами. В головке устанавливают сменные шпиндели, приводы которых имеют различные передаточные числа.
Такая конструкция головки позволяет без остановки и переналадки вертикально-сверлильного станка при последовательном повороте шпинделей выполнить различные виды обработки отверстия: сверление, зенкерование, развертывание, нарезание резьбы и цекование торцов. Каждый шпиндель головки поворачивается в вертикальное положение для последующей обработки отверстия соответствующим режущим инструментом автоматически без остановки станка и переключения скорости. Для включения в работу очередного шпинделя с инструментом револьверная головка, закрепленная на пиноли станка, поднимается, регулировочный винт 7 упирается в торец шпиндельной бабки и при дальнейшем подъеме головки он перемещает вниз стержень 6, который нажимает на рычаг 4. Рычаг, поднимая муфту 3 и соответствующий рабочий шпиндель, перестает вращаться.
Затем стержень 6 нажимает на рычаг 2 и поворачивает его на оси. При повороте рычаг 2 выводит фиксатор 1 из втулки. Во время дальнейшего подъема головки регулируемый болт 8 упирается в торец шпиндельной бабки и перемещает вниз стержень 9 с зубчатой рейкой. При этом рейка на стержне 9 вращает зубчатое колесо 10, которое через пару конических зубчатых колес 11 и храповой механизм 12 в свою очередь вращает зубчатое колесо 13, которое поворачивает корпус 14 с соответствующим шпинделем в вертикальное рабочее положение.
Шариковый фиксатор предварительно фиксирует поворот головки. При перемещении вниз револьверная головка работает в обратной последовательности и фиксатор 1 под действием пружины фиксирует точное положение очередного шпинделя при повороте головки. Корпус головки не может повернуться в обратную сторону, потому что храповый механизм проскакивает вхолостую.
Пружина, установленная на шпинделе 15, включает зубчатую муфту 3, и шпиндель с режущим инструментом начинает вращаться и производит соответствующую обработку отверстия. Максимальный диаметр сверла, устанавливаемого в сменном шпинделе головки, 15 мм. Сменные шпиндели расположены пол углом 30° к плоскости разъема корпусов 5 и 14 и под углом 60° к оси вращения поворотного корпуса 14.
Контрольные вопросы:
1. Назовите основные части и геометрические элементы спиральных сверл.
2. Какие типы сверл применяют в машиностроении?
3. Каково назначение зенкера, развертки и метчика?
4. Какие основные виды износа и поломок сверл и способы их устранения вы знаете?
5. Какие вы знаете формы заточки сверл?
6. Как правильно заточить сверло, зенкер, развертку и метчик?
7. Какие шлифовальные круги применяют для заточки сверл?
8. Назовите основные вспомогательные инструменты, применяемые сверловщиком.
9. Какие приспособления применяют при сверлильных работах?
10. Какие вы знаете прогрессивные методы упрочнения инструмента?