
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
7.3. Радиально-сверлильные станки. Типы радиально-сверлильных станков.
На радиально-сверлильных станках выполняют те же технологические операции, что и на вертикально-сверлильных, а именно:
- сверление отверстий в сплошном материале,
- рассверливание и зенкерование предварительно просверленных отверстий,
- зенкование торцовых поверхностей,
- развертывание отверстий,
- нарезание внутренней резьбы метчиками в основном в средних и крупных корпусных деталях.
С помощью специальных инструментов и приспособлений на радиально-сверлильных станках можно растачивать отверстия, вырезать отверстия большого диаметра в дисках из листового материала, притирать точные отверстия цилиндров, клапанов и т. д.
Как видно из перечня технологических операций, радиально-сверлильные станки являются универсальными. Основное назначение их — обработка отверстий в крупных деталях в условиях единичного и мелкосерийного производства.
Принципиальное отличие их от вертикально-сверлильных станков состоит в том, что при работе на них приходится перемещать обрабатываемую деталь относительно шпинделя, в радиально-сверлильных станках, наоборот, шпиндель перемещают относительно обрабатываемой детали. Это сделано не случайно, так как при обработке тяжелых деталей на их установку, выверку и закрепление требуется больше времени, чем на подвод сверла.
Шпиндель радиально-сверлильного станка легко можно перемещать как в радиальном направлении, так и по окружности различных радиусов. Это дает возможность сверлить отверстия в любой точке участка детали, ограниченного двумя концентрическими секторами окружностей: одна из них образована радиусом наибольшего, а другая — наименьшего вылета шпинделя при круговом вращении рукава относительно колонны станка.
Универсальность радиально-сверлильных станков позволяет широко применять их от ремонтного до машиностроительного цехов крупносерийного производства.
В промышленности применяют различные типы радиально-сверлильных станков. Некоторые из них показаны на рис. 7.10.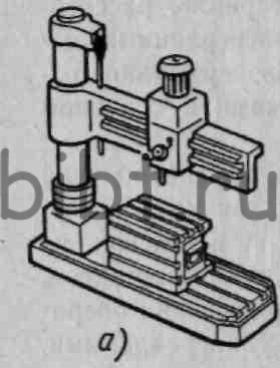
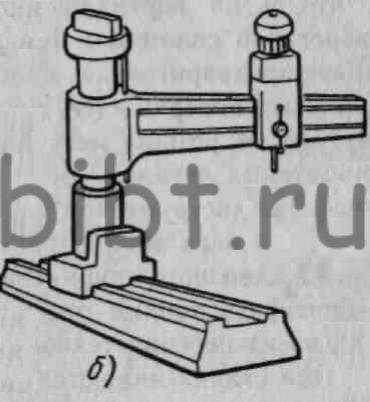
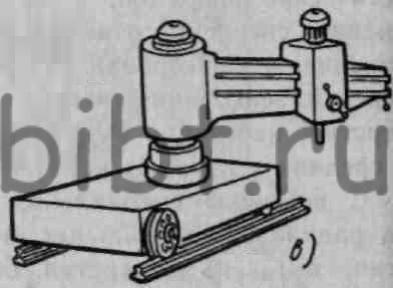
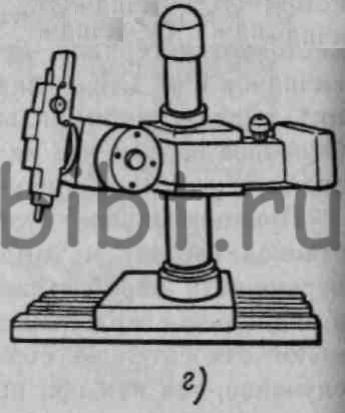
Рис. 7.10. Типы радиально-сверлильных станков:
а — стационарный общего назначения; б — с колонной, перемещающейся по направляющим станины; в — передвижной по рельсам, г — переносный
Радиально-сверлильный станок общего назначения показан на рис. 7.10, а. Обрабатываемую заготовку устанавливают на плите или на столе. Шпиндель станка занимает вертикальное положение и может перемещаться в трех направлениях: вокруг оси колонны, по радиусам этой окружности и вертикально — вдоль своей оси.
На рис. 7.10,б показан радиально-сверлильный станок с колонной, перемещающейся по направляющим станины. Такие станки предназначены для обработки тяжелых и громоздких деталей.
Радиально-сверлильный станок (рис. 7.10, в) может быть смонтирован на самоходной тележке, которая перемещается с помощью электропривода по нормальной железнодорожной колее.
На рис. 7.10, г показан радиально-сверлильный переносный станок, применяемый для обработки отверстий в крупных корпусных стальных и чугунных отливках. Такие станки широко применяют в тяжелом машиностроении, на судостроительных заводах.
Перемещение колонны по станине, вертикальное и горизонтальное перемещения рукава осуществляют механически. Зажим колонны, рукава и салазок на станине производят гидравлически.
Радиально-сверлильные станки имеют широкий диапазон частот вращения и большое число скоростей шпинделя и механических подач при высокой мощности главного привода. Вспомогательное время при работе на радиально-сверлильных станках достаточно велико.
Для его уменьшения станки снабжают механизмами с минимальным временем переключения частот вращения шпинделя и изменения величины подачи.
Органы управления станком сосредоточивают в одном месте — на сверлильной (шпиндельной) головке.
Включение и реверсирование вращения шпинделя осуществляют многодисковой фрикционной муфтой, а изменение скоростей и подач — гидравлическим управлением.
Система предохранительных устройств исключает поломки станка вследствие его перегрузки.