
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Радиально-сверлильный станок 2А554.
На рис. 7.11 показан общий вид радиально-сверлильного станка 2А554. Основанием станка является фундаментная плита 1, на которой укреплен цоколь 2. Рукав станка 3 со сверлильной (шпиндельной) головкой 5 смонтирован на колонне и может перемещаться по ней с помощью механизма подъема 4, установленного на верхнем торце колонны. Управление станком осуществляют с пульта 6.
Сверлильная (шпиндельная) головка выполнена в виде отдельного агрегата, в котором смонтированы следующие элементы: коробка скоростей и подач, механизм подач, шпиндель с противовесом, механизм управления коробкой скоростей и подач и др. Ее вручную перемещают по направляющим. В нужном положении шпиндельную головку фиксируют механизмом зажима.
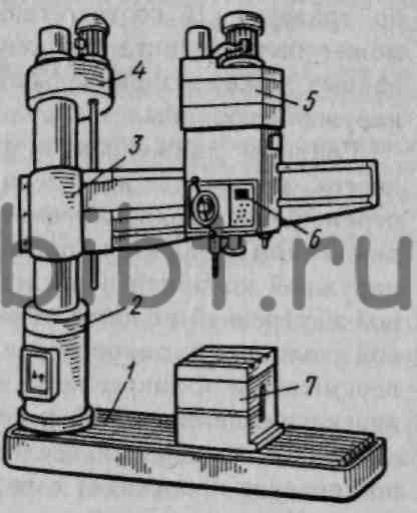
Рис. 7.11. Радиально-сверлильный станок 2А554
В фундаментной плите имеется бак, смонтирована насосная установка для подачи охлаждающей жидкости к режущему инструменту. На фундаментной плите расположен стол 7 для закрепления и обработки на нем заготовок небольшого размера. Детали большого размера закрепляют непосредственно на плите.
Все органы управления станком сосредоточены в одном месте на сверлильной головке, удобном для рабочего.
На рис. 7.12 даны обозначения органов управления.
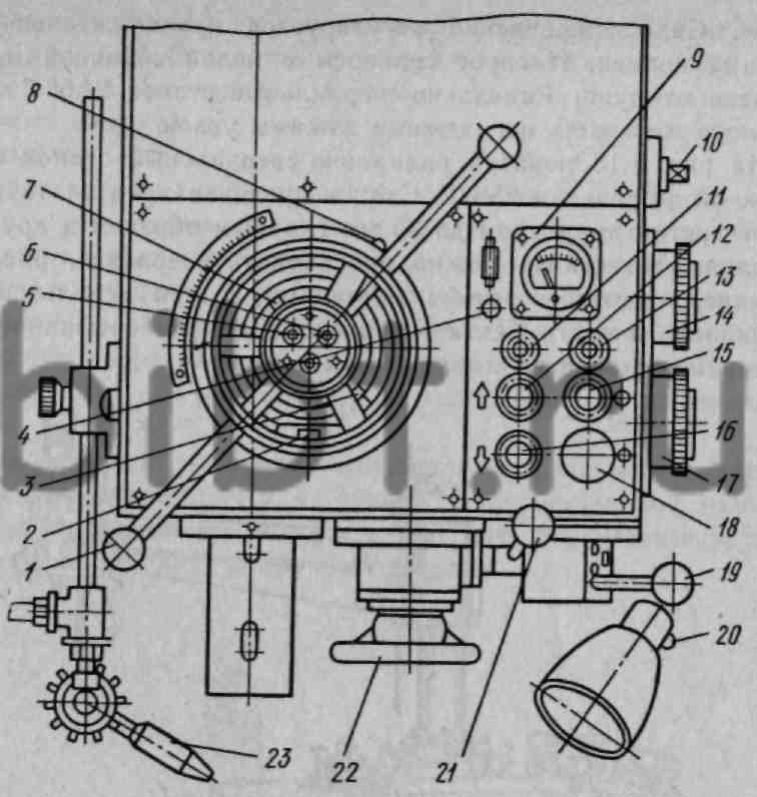
Рис. 7.12. Расположение органов управления станком 2А554:
1 — рукоятка ускоренного подвода шпинделя и включения механической подачи,
2 — кнопка включения упора устройства для настройки глубины сверления,
3 — фиксатор блокировки механизма подачи при нарезании резьбы,
4 — кнопка отжима сверлильной головки,
5 — кнопка отжима колонны и сверлильной головки,
6 — кнопка зажима колонны и сверлильной головки,
7 — рукоятка для соединения лимба с механизмом подачи,
8 — рукоятка точной настройки лимба на глубину сверления,
9 — указатель нагрузки,
10 — рукоятка натяжения пружины,
11— сигнальная лампа предварительного набора скоростей и подач,
12 — кнопка управления подъемом рукава,
13 — кнопка отключения шпинделя от коробки скоростей;
14 — рукоятка предварительного набора скоростей,
15—кнопка пуска главного двигателя,
16—кнопка управления опусканием рукава и остановкой его при подъеме,
17 — рукоятка предварительного набора подач,
18 — кнопка «Общий стоп»,
19 — рукоятка управления пусковой реверсивной муфтой и переключением скоростей подач,
20 — выключатель механической подачи,
21 — рукоятка включения подачи,
22 — маховичок тонкой ручной подачи шпинделя,
23 — кран включения охлаждающей жидкости.
Станок предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве. Он также удобен для многоинструментальной обработки. Совмещение оси отверстия заготовки с осью шпинделя достигается перемещением шпиндельной головки относительно неподвижной детали по направляющим траверсы и поворотом траверсы вместе с поворотной наружной колонной вокруг неподвижной внутренней колонны.
Обрабатываемую заготовку устанавливают на приставном столе 7 (см. рис. 7.11) или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка (могут быть применены многошпиндельные сверлильные головки). Затем инструмент устанавливают относительно обрабатываемой заготовки поворотом траверсы 3 вместе с поворотной наружной колонной 2 и перемещением шпиндельной головки 5 по траверсе. В соответствии с высотой заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Главным движением в радиально-сверлильном станке является вращение шпинделя, а движением подачи — осевое перемещение шпинделя вместе с гильзой. К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на наружной высоте, перемещение и закрепление шпиндельной головки на траверсе, переключение скоростей и подач шпинделя и т. д.
Ручное горизонтальное перемещение шпиндельной головки по траверсе происходит с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы после окончания перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками.
Нажим одной кнопки вызывает закрепление колонны и головки, нажим другой — их освобождение. Сила закрепления регулируется продолжительностью нажима кнопки. Поворот траверсы с полой колонной производится от руки. Радиально-сверлильный станок 2А554 имеет высокую жесткость и надежные зажимы узлов.