
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
9. РАБОТА НА СВЕРЛИЛЬНЫХ СТАНКАХ
9.1. Технологические возможности сверлильных станков.
На сверлильных станках можно производить не только сверление, но также ряд других технологических операций дальнейшей обработки отверстий.


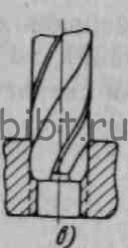
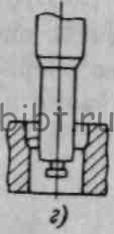
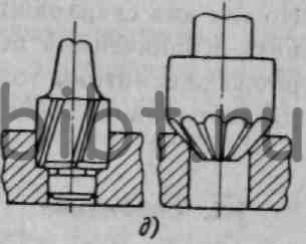
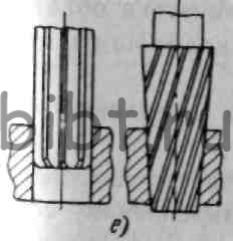
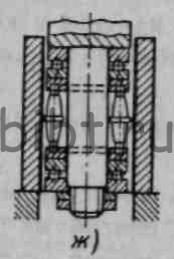
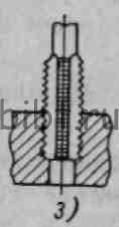
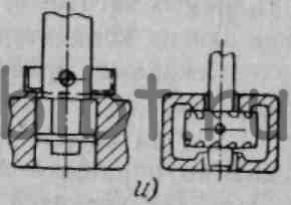
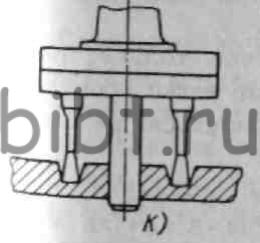
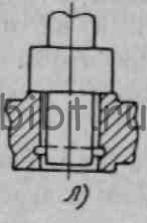
Рис. 9.1. Работы, выполняемые на сверлильных станках:
а — сверление; б — рассверливание;
в — зенкерование; г — растачивание;
д — зенкование; е — развертывание;
ж — раскатывание; з — нарезание внутренней резьбы;
и — подрезка (цековка) торцов;к — вырезка дисков;
л — проточка внутренних канавок
На современных сверлильных станках можно выполнять следующие работы:
сверление сквозных и глухих отверстий (рис. 9.1, а);
рассверливание отверстий на больший диаметр (рис. 9.1,б);
зенкерование, выполняемое для получения отверстия более высокого квалитета и меньшего параметра шероховатости поверхности (рис. 9.1, в);
растачивание предварительно просверленных отверстий на большой диаметр с помощью расточных пластин, закрепленных на специальных оправках (рис. 9.1, г);
зенкование, выполняемое для образования в основании просверленного Отверстия гнезд с плоским дном под головки винтов и болтов (рис. 9.1, д);
развертывание цилиндрических и конических отверстий, обеспечивающее высокую точность и меньшую шероховатость обрабатываемой поверхности (рис. 9.1, е);
раскатывание отверстий специальными оправками со стальными закаленными роликами или шариками для получения плотной и гладкой поверхности отверстия, а также шероховатости в пределах 0,63—0,080 мкм (рис. 9.1, ж);
нарезание внутренних резьб метчиками (рис. 9.1,з);
подрезание (цековка) торцов наружных и внутренних приливов с целью получения ровной поверхности, перпендикулярной оси отверстия (рис. 9.1, и);
вырезание отверстий больших диаметров в листовом материале с помощью специальной оправки с закрепленными в ней резцами (рис. 9.1, к);
протачивание внутренних канавок различной формы специальными оправками с закрепленным режущим инструментом (рис. 9.1,л) .
Этими основными видами работ не исчерпываются технологические возможности сверлильных станков, на которых можно, например, развальцовывать пустотелые заклепки, обрабатывать многогранные отверстия, а также выполнять другие операции.
Но так как сверловщик 1—2-го разрядов должен уметь выполнять ограниченный перечень операций, то ниже мы более подробно рассмотрим только операции сверления, рассверливания, развертывания, зенкерования и нарезания резьб.