
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
9.2. Сверление.
В зависимости от требуемых качеств и количества обрабатываемых заготовок сверление отверстий производят по разметке или по кондуктору.
Основные правила выполнения операции сверления отверстий:
1. При сверлении сквозных отверстий в заготовках необходимо обращать внимание на способ их закрепления; если заготовка крепится на столе, то нужно установить ее на подкладку, чтобы дать свободный выход сверлу.
2. Сверло следует подводить к заготовке только после включения вращения шпинделя так, чтобы оно легко коснулось поверхности заготовки, иначе могут выкрошиться режущие кромки сверла.
3. Не следует останавливать вращение шпинделя, пока сверло находится в просверленном отверстии. Сначала надо вывести сверло, а затем прекратить вращение шпинделя или остановить станок, в противном случае сверло может сломаться.
4. В случае появления во время сверления скрежета, вибраций, в результате заедания, перекоса или износа сверла немедленно вывести сверло из заготовки и остановить станок.
5. При сверлении глубоких отверстий, необходимо периодически выводить сверло из обрабатываемого отверстия для удаления стружки и устранения поломки сверла и преждевременного его затупления.
6. Отверстие диаметром более 25 мм в сплошном металле рекомендуется сверлить за два перехода (с рассверливанием и зенкерованием).
7. Сверление производить только по режимам, указанным в технологических картах или в таблицах справочников.
8. При сверлении отверстий в заготовках из стали или вязких материалов обязательно применять смазочно-охлаждающие жидкости для предохранения режущего инструмента от преждевременного износа и увеличении режимов резания.
Сверление по разметке применяют в единичном и мелкосерийном производстве, когда изготовление кондукторов экономически себя не оправдывает из-за малого количества обрабатываемых деталей.
При сверлении по разметке к сверловщику поступают размеченные заготовки с нанесенными на них контрольными окружностями и центром будущего отверстия (рис. 9.2, а). В некоторых случах разметку производит сам сверловщик.
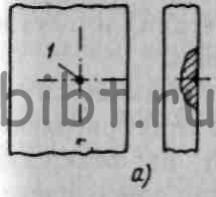
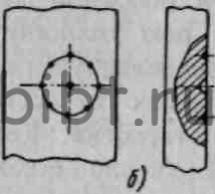


Рис. 9.2. Сверление отверстий по разметке:
а — разметка и кернение центра отверстия; б — разметка и кернение контрольной окружности, в — сверло увело от центра отверстия; г — исправление направления сверла; 1 — след от керна, 2 — канавка
Сверление по разметке производится в два этапа:
- предварительное сверление,
- затем окончательное сверление.
Предварительное сверление выполняют с ручной подачей, высверливая небольшое отверстие (0,25 d). После этого отводят обратно шпиндель и сверло, удаляют стружку, проверяют совпадение окружности надсверленного отверстия с разметочной окружностью.
Если предварительное отверстие просверлено правильно (рис. 9.2, б), сверление следует продолжить и довести до конца.
Если же надсверленное отверстие ушло в сторону (рис. 9.2,в), производят соответствующую корректировку, которая заключается в прорубании крейцмейселем 2—3 канавок от центра с той стороны, куда нужно сместить сверло (рис. 9.2, г).
Канавки направляют сверло в намеченное кернером место. После исправления смещения продолжают сверление до конца.