
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сверление легких сплавов.
Применяемые на производстве легкие сплавы обладают значительно меньшим сопротивлением резанию, чем черные металлы.
Поэтому обработку их можно вести с повышенными скоростями резания.
Однако большие скорости резания при обработке магниевых сплавов не рекомендуются, так как эти сплавы могут самовоспламеняться.
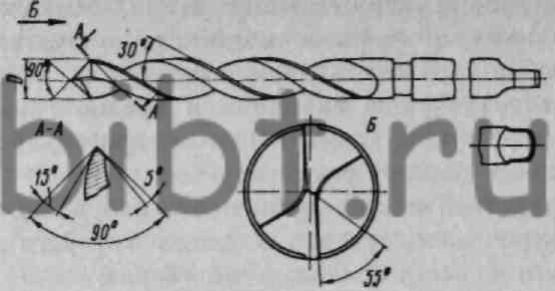
Рис. 9.12. Сверло для сверления отверстий в магниевых сплавах
Учитывая специфику обработки легких сплавов, сверление их целесообразно производить, выполняя следующие рекомендации:
у сверл для обработки магниевых сплавов на передней поверхности следует сделать фаску с передним углом, равным 5° (рис. 9. 12). Ширина фаски равна 0,2 - 0,6 мм в зависимости от диаметра сверла (чем больше диаметр сверла, тем шире фаска);
для уменьшения осевой силы резания и получения дробленой стружки целесообразно у этих же сверл подтачивать перемычку до толщины 0,08—1,0 диаметра сверла, угол φ делать равным 45°, задний угол α = 15°;
при обработке алюминиевых сплавов (особенно дюралюмина) режущая часть сверла должна быть хромирована. Это предохраняет от прилипания к сверлу мелких частиц металла, которые усложняют сход стружки, увеличивают шероховатость обработанной поверхности и ускоряют износ сверла;
для обработки алюминиевых сплавов целесообразно применять сверла с большими углами φ и ω, чем для сверления черных металлов: угол φ должен быть равным 66— 70°, угол наклона винтовых канавок ω=35 -:- 45°, задний угол α=8 -:- 10°.