
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
Сверление труднообрабатываемых сплавов.
При сверлении труднообрабатываемых сплавов, к которым относятся жаропрочные, титановые нержавеющие стали, образуется сильно деформированная стружка и возникают значительные силы резания.
Такая стружка задерживается в канавках сверла, способствует увеличению вибрации и вредно сказывается на состоянии его режущих кромок. Поэтому при обработке труднообрабатываемых сплавов рекомендуется:
чтобы предотвратить или уменьшить вибрацию, необходимо сверлить укороченным сверлом, длина которого не должна превышать его диаметр более чем в 5—6 раз;
так как стандартные сверла не отвечают этому требованию, целесообразно применять разрезные втулки жесткости, которые закрепляют непосредственно на сверле вплотную к торцу патрона или шпинделя станка, внутренний диаметр таких втулок равен диаметру сверла, а наружный 35—60 мм;
для повышения стойкости сверла при обработке жаропрочных сплавов целесообразно уменьшить ширину направляющих ленточек до 0,2—0,4 мм, увеличить задний угол до 12°, а также производить двойную заточку;
для более плавного выхода стружки необходимо прорезать на задней поверхности сверла в шахматном порядке стружко-делительные канавки (рис. 9.11), которые делят стружку на несколько частей, что облегчает отвод ее из отверстия;
жаропрочные сплавы обладают очень низкой теплопроводностью, поэтому в зоне резания возникает довольно высокая температура.
Для уменьшения перегрева режущих кромок сверла рекомендуется производить сверление с обильным охлаждением, применяя 50%-ную эмульсию или водный раствор хлористого бария с добавкой 1%-ного раствора натрия.
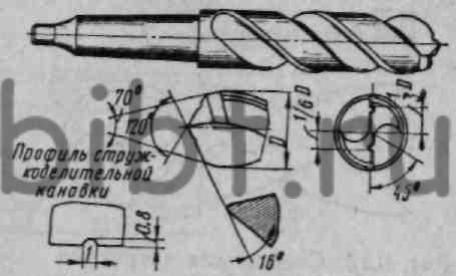
Рис. 9.11. Стружколомательные канавки на задней поверхности сверла