
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
§ 3. Техника безопасности при литье по выплавляемым моделям
Основные технологические операции.
Характерной особенностью этого метода литья является применение выплавляемых моделей, позволяющих производить неразъемные разовые формы с толщиной стенок 0,5 мм. Такие модели изготовляют из смеси парафина, стеарина и других легкоплавких материалов.
В современных цехах операции литья по выплавляемым моделям комплексно механизированы и автоматизированы. Однако технологический процесс этого метода литья сопровождается образованием таких неблагоприятных производственных факторов, как пыль, вредные газы и пары, избыточное тепло и шум. Высокодисперсная кварцевая пыль выделяется при размоле кварцевого песка, в процессе формовки и выбивки сухого наполнителя из опок, при освобождении отливок от керамики. Пылеобразованием сопровождается также операция нанесения на модельные блоки пылевидного кварца.
Вредные газы и пары (непредельные углеводороды, пары этилсиликата и аммиака) выделяются на участках расплавления парафино-стеариновых и других модельных материалов, при нанесении огнеупорных покрытий на модельные блоки, при их сушке в аммиачной среде и при выплавлении модельных блоков из керамических форм. Выделение лучистого тепла особенно характерно для участков извлечения форм из прокалочных печей, приготовления литейных расплавов, их заливки в формы и выбивки отливок из форм. Источниками образования шума и вибрации являются установки, предназначенные для отделения керамики и стояков от отливок.
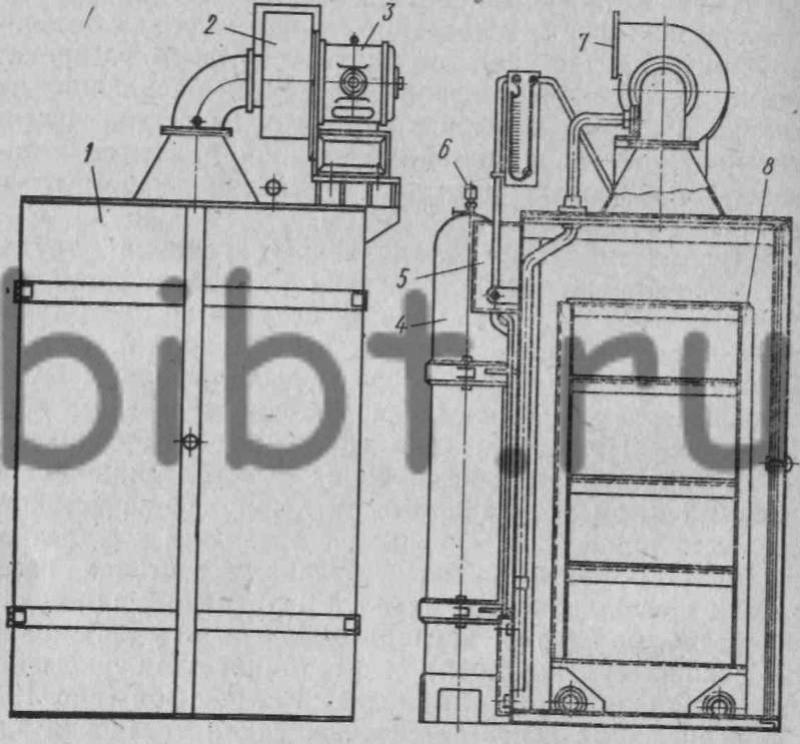
Рис. 19. Аммиачная установка для ускоренной сушки керамического покрытия модельных блоков: 1 — шкаф, 2 — вентилятор, 3 — электродвигатель, 4 — баллон с аммиаком, 5 — пневмоэлектроклапан, 6 — редукционный клапан, 7 — патрубок, 8 — этажерка для установки модельных блоков
Мероприятия по оздоровлению условий труда.
Для предотвращения воздействия на работающих неблагоприятных факторов участки цеха литья по выплавляемым моделям оборудуются общеобменной и местной вытяжной вентиляцией с отсосом пыли, вредных газов и паров через укрытия основного технологического оборудования (установок для гидролиза этилсиликата, шприц-машин и др.), на рабочих местах заливщиков литейных форм устанавливаются душирующне установки. Места проведения операций с вредными выделениями (участки приготовления модельных составов, изготовления выплавляемых моделей и литников, нанесения на модельные блоки огнеупорных покрытий и др.) должны снабжаться местными вентиляционными укрытиями, выполненными по типу вытяжных шкафов (рис. 19). Снижение шума достигается оснащением установок для отделения керамики и литников от отливок звукоизолирующими вентиляционными кожухами.
Правила безопасного проведения работ.
При литье по выплавляемым моделям применяют этилсиликат, спирты, эфироальдегидную фракцию, модельные и другие легковоспламеняющиеся материалы и жидкости. Ниже приведены основные правила пожарной безопасности, соблюдение которых строго обязательно на участках литья по выплавляемым моделям:
категорически запрещается курить и применять открытый огонь на участках использования легковоспламеняющихся материалов;
этилсиликат должен храниться в герметически закрываемых сосудах из нержавеющей стали или, как исключение, в хорошо закупоренных стеклянных бутылях, находящихся в исправной защитной корзине;
спирты и эфироальдегидная фракция должны храниться в запирающемся металлическом шкафу;
при эксплуатации электротермостатов должны строго соблюдаться правила электробезопасности;
расплавлять модельные материалы разрешается только в сосудах, нагреваемых горячей водой, паром, маслом или электронагревателями, применение для этих целей открытого огня (факелов, электронагревателей и газовых горелок) категорически запрещается;
максимально допустимая температура нагрева модельных материалов при плавке должна быть на 30-40°С ниже температуры их воспламенения, указанной в технологической инструкции;
максимальная температура электропаяльников для пайки моделей к стояку не должна превышать 50°С;
в цехах литья по выплавляемым моделям должны быть ящики с сухим песком и асбестовые одеяла.
При выполнении технологических операций рабочие обязаны строго соблюдать следующие основные правила безопасности труда и требования инструкций.
Перед работой необходимо проверить наличие и исправность инструментов, приспособлений и технологической оснастки. Механизмы технологического оборудования контролируются на холостом ходу и в наладочном режиме работы. При обнаружении неисправностей в работе оборудования (не. поступает пар, вода, воздух и т. п.) необходимо остановить машину и сообщить мастеру о необходимости ремонта.
При выполнении работ, связанных с использованием едких щелочей и других вредных веществ, необходимо применять средства индивидуальной защиты: защитные очки (при работе с пылевидным кварцем, на шприц-машине, при загрузке щелочи в ванны), респираторы (при работе с пылевидным кварцем), противогазы (при переливании щелочи и растворов аммиака), резиновые перчатки и фартук (при работе со щелочами) и др.
Во время приготовления модельных составов нельзя оставлять без надзора плавильный агрегат. Плавку следует вести с учетом следующих требований: не бросать куски модельного материала в расплав во избежание выплеска, не загружать ванну более чем на 3/4 объема, не допускать превышение температуры нагрева.
Переносить бутыли с кислотами и едкими щелочами разрешается только вдвоем в корзинах, которые необходимо брать за имеющиеся у них ручки, переносить бутыли с кислотами и щелочами на плечах или в обхват категорически запрещается.
При разведении серной кислоты следует лить ее в холодную воду тонкой струей при постоянном перемешивании, лить воду в серную кислоту категорически запрещается.
Легковоспламеняющиеся жидкости из цистерн в бочки и из бочек в бутыли следует перекачивать насосами под давлением воздуха, не превышающим 0,15—0,2 ат. Разлитые на полу легковоспламеняющиеся жидкости и кислоты следует немедленно удалять с помощью тряпок, песка и опилок.
При формовке и прокалке литейных форм следует пользоваться опоками требуемых габаритных размеров, в которых отсутствуют трещины и другие дефекты.
Запрещается оставлять без надзора печи с горящими газовыми горелками, нельзя допускать на горелках обрывов и проскоков пламени; необходимо добиваться того, чтобы сгорание факела заканчивалось в топочном пространстве.
При отбивке керамики блок отливок в пневматический станок следует устанавливать, удерживая его за среднюю часть. Отливки от стояка можно отделять только при закрытых дверях пневматического станка.
Барабаны или корзины с отливками следует загружать в ванну выщелачивания плавно, постепенно погружая их в раствор. При этом необходимо следить за температурой ванны, уровнем щелочи и работой вентиляционной системы. Барабан или корзину с отливками из ванны выщелачивания в ванну с проточной водой следует переносить только после стекания с барабана раствора каустика.
Контрольные вопросы
1. Укажите мероприятия, предотвращающие тепловыделения при литье в кокили, под давлением и при центробежном методе получения отливок.
2. Назовите правила безопасной эксплуатации кокилей, пресс-форм и изложниц.
3. Перечислите мероприятия, обеспечивающие оздоровление условий труда при литье в оболочковые формы.
4. Приведите правила безопасного проведения работ при литье по выплавляемым моделям.
5. Укажите средства индивидуальной защиты, применяемые при литье по выплавляемым моделям.