
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
§ 2. Техника безопасности при литье в оболочковые песчано-смоляные формы
Основные технологические операции.
Оболочковые (с толщиной стенок 6—8 мм) формы и стержни изготовляют из смеси мелкого кварцевого песка с термореактивной смолой — пульвербакелитом и увлажнителем (керосин и др.). Формирование оболочковых форм осуществляется на подогретых до 200—220° C металлических модельных плитах, что обусловливает высокую точность и малую шероховатость поверхностей отливок. Существенными преимуществами литья в оболочковые формы являются также малый расход формовочных материалов и отсутствие необходимости в опочной оснастке.
Технологический процесс изготовления оболочковых форм сопровождается образованием таких неблагоприятных производственных факторов, как пыль, вредные газы, пар и избыточное тепло. Пыль кварцевого песка и пульвербакелита выделяется на участках приготовления песчано-смоляных смесей и выбивки отливок из форм. Загрязнение воздушной среды участков изготовления оболочковых форм окисью углерода и фенолом является следствием использования в качестве связующего материала пульвербакелита. Особенно интенсивное газообразование происходит при заливке оболочковых форм расплавом. При этом выделяются не только пары фенола и окись углерода, но и промежуточные продукты термического распада (углеводороды и др.). Избыточное тепло выделяется на участках формирования и склейки оболочек, заливки форм и выбивки отливок.
Мероприятия по оздоровлению условий труда.
Основными санитарно-техническими и гигиеническими требованиями к участкам по производству отливок в оболочковых формах предусматривается полная изоляция участков с вредными выделениями (например, участков приготовления смесей, изготовления и склейки оболочек и др.). Наряду с общеобменной приточно-вытяжной вентиляцией участки с вредными выделениями оборудуются местной отсасывающей вентиляцией, осуществляемой через кожуха, укрытия оборудования и зонты транспортных средств.
Правила безопасного проведения работ.
Приготовление песчано-смоляных смесей должно производиться в полностью герметизированных автоматизированных центробежных смесителях (см. рис. 8), в которые исходные материалы подаются через специальные дозаторы.
Вместо песчано-смоляной смеси рекомендуется применять просмоленный песок, приготовленный методом холодного плакирования. Транспортирование формовочного песка к сушильным печам и на участки приготовления смеси должно осуществляться . пневматическим транспортом.
Для изготовления оболочковых форм следует использовать многопозиционные полуавтоматы и автоматы, снабженные теплоизолированными укрытиями нагревательных печей (рис. 18).
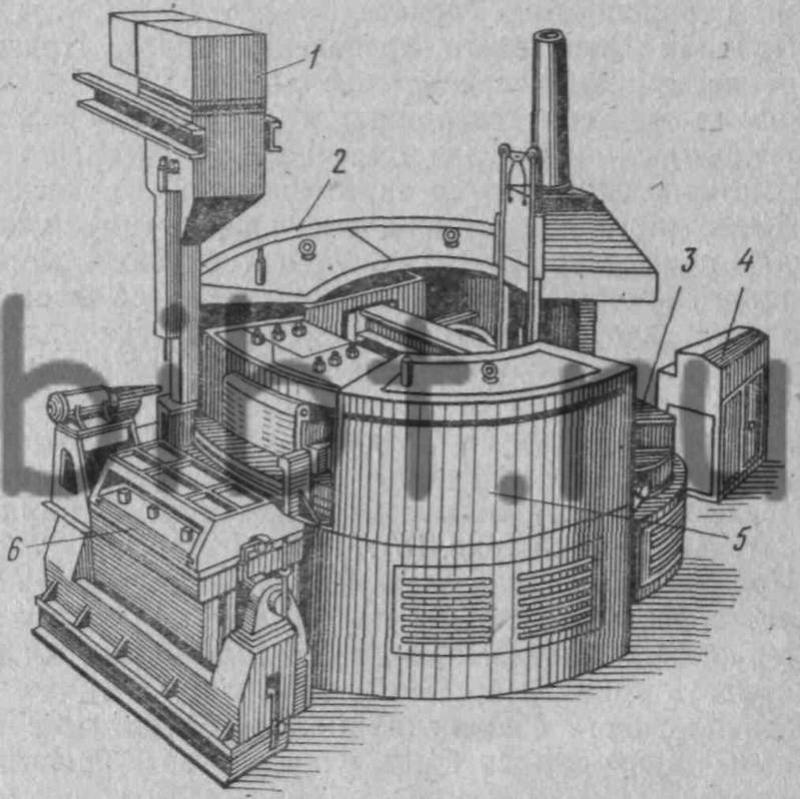
Рис. 18. Схема пятипозиционного полуавтомата для изготовления оболочковых форм:
1 — питатель для бункера, 2 — теплоизоляционный кожух печи для спекания оболочек, 3 — механизм съема готовых оболочек с модельной плиты, 4 — пульт управления, 5 — теплоизоляционный кожух печи для нагрева модельных плит, 6 — опрокидывающийся бункер с песчано-смоляной смесью
При использовании машин для изготовления оболочковых форм с газовым подогревом модельных плит и стержневых ящиков необходимо систематически контролировать герметичность газопроводов, а также проверять плотность соединения модельной плиты с поворотным бункером для предупреждения просыпания смеси.
Во избежание травматизма необходимо применять механические, пневматические и другие приспособления, обеспечивающие надежное скрепление оболочек перед заливкой. Размещать прессы для склейки оболочек необходимо в укрытиях, выполненных по типу вытяжного шкафа.
Заливку оболочковых форм следует выполнять да конвейерах или карусельных установках, снабженных системами отсоса выделяемых газов.