
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
3.6. Расчет полного и удельного усилий деформирования при осадке.
При осадке цилиндрической заготовки полное усилие деформирования ![]()
где р - удельное усилие деформирования;
F - средняя площадь поперечного сечения заготовки после осадки;
Dср -
средний диаметр заготовки после осадки (см. рис. 1.4). Вместо средней
площади поперечного сечения заготовки после осадки правильнее было бы
использовать площадь контактной поверхности заготовки с инструментом,
но этого не делают из-за сложности ее расчета. Значение Dср,
определяют из условия постоянства объема заготовки до и после осадки:
![]()
где d — диаметр исходной заготовки, H u h— высота заготовки до и после деформации.
Удельное усилие деформирования зависит от ряда факторов, основными из которых являются напряжение текучести деформируемого металла при температуре и скорости деформации, масштабный коэффициент, а также силы трения на контактной поверхности.
В расчетных
формулах вместо напряжения текучести пользуются пределом прочности
σв(t) как наиболее часто встречающимся в справочной
литературе (табл. 3.2). Например, при осадке на прессе удельное
усилие деформирования определяется по формуле Е.П. Унксова с учетом
масштабного и скоростного коэффициентов: ![]() ,
,
где ψс и ψм — соответственно скоростной и масштабный коэффициенты. Коэффициент ψс учитывает влияние скорости деформирования (для ковочных прессов ψс= 1), а ψм - влияние объема слитка в связи с его подстыванием при ковке. Значения коэффициента ψм при осадке слитков (по Е.Н. Мошнину и Н.М. Золотухину) приведены ниже.
![]()
При горячей обработке металла давлением без смазки коэффициент μ контактного трения, возрастающего при увеличении деформации, для стали принимают в пределах 0,3—0,45. Его величина зависит также от состояния рабочей поверхности деформирующего инструмента и с примнением смазки снижается на 15-25%. При холодном деформировании со смазкой μ =0,12...0,06. С увеличением скорости деформирования контактное трение также уменьшается, поэтому при ковке на молотах μ на 20— 25% меньше, чем при ковке на гидравлических прессах.
3.2. Зависимость предела прочности σв(t) сталей при ковочной температуре от предела прочности при комнатной температуре
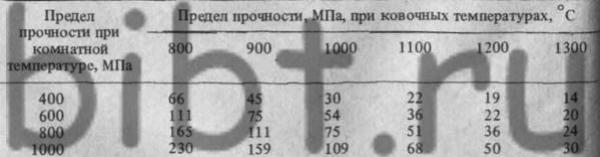
Пример. Определить усилие гидравлического пресса, необходимое для осадки стальной заготовки (σв=800 МПа) с исходным диаметром d = 1000 мм и высотой H = 2200 мм при температуре окончания осадки 1000° С. Высота поковки h =1200 мм, масса используемого слитка 17 т.
Решение. Для расчета примем из справочных данных следующие значения: μ=0,45; ψс=1; ψм = 0,6; σв(t) =75 МПа (см. табл. 3.2).
Средний диаметр
осажденной заготовки Dср=![]() =1,353
м;
=1,353
м;
усилие пресса Р=1*0,6*75*(1+ 0,45/3 * 1,353/1,2)* 3,14 * 1,3532/4 =75,6 МН.