
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
4.2. Штамповочные паровоздушные молоты.
Штамповочные паровоздушные молоты являются одним из основных видов оборудования для изготовления поковок массой до нескольких десятков килограммов.
Основные параметры таких молотов с массой ударных частей от 0,5 до 9
т должны соответствовать ГОСТ 7024—75. В отдельных случаях
паровоздушные молоты изготовляют с массой ударных частей до 30-35 т.
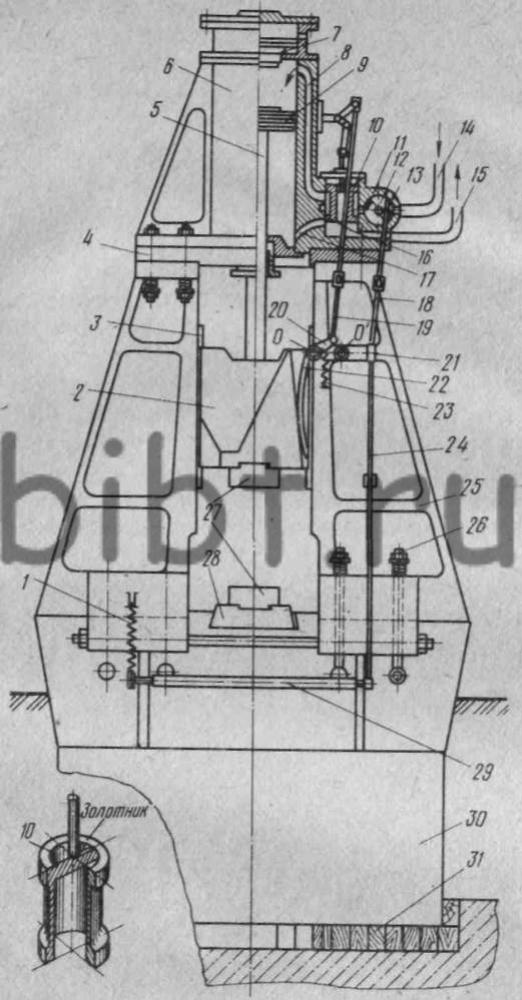
Рис. 4.2. Двухстоечный штамповочный паровоздушный молот двойного действия
Основными частями двухстоечного штамповочного паровоздушного молота двойного действия (рис. 4.2) являются: станина (стойка) 25, paбочий цилиндр 6, ударные части, включающие в себя поршень 9, шток 5, бабу 2 и верхнюю половину штампа 27, шабот 30, парораспределительное устройство, механизм управления и фундаментная плита.
От ковочных молотов штамповочные молоты отличаются следующими конструктивными особенностями: их стойки, всегда устанавливающиеся непосредственно на шаботе и соединяющиеся с ним болтами 26 с пружинами и гайками, сверху скрепляются подцилиндровой плитой 4; шабот молота с подштамповой подушкой 28 устанавливают на подушку 31 из дубовых брусьев и закрепляют такими же брусьями с боков. Такое конструктивное решение обеспечивает повышенную жесткость и лучшее направление движения бабы, уменьшает сотрясения верхней части молота и снижает напряжения в соединительных болтах. Баба движется в длинных регулируемых направляющих 3, чем предотвращается сдвиг одной половины штампа относительно другой. Если у ковочных молотов отношение массы шабота к массе ударных частей равно 10-15, то у штамповочных молотов — 20—25, благодаря чему обеспечиваются более жесткие удары и происходит лучшее заполнение полости штампа металлом.
Штамповочным молотом управляют с помощью педали 29, подвешенной на пружине 1 и связанной системой тяг с золотником 10 и саблевидным рычагом 22. При ненажатой педали баба совершает непрерывное колебательное движение — качание на весу. В этом случае пар по трубопроводу 14 поступает в помешенный в корпус 11 дроссель 13, который, частично перекрывая впускные отверстия, регулирует давление пара, подаваемого в цилиндр молота, в зависимости от нагрузки. Далее пар поступает в золотниковую камеру. Золотник 10, занимая крайнее верхнее положение, пропускает свежий пар по каналу 8 в верхнюю полость рабочего цилиндра, и поршень опускает ударные части вниз. Отработанный ("мятый") пар из-под поршня по каналу 17 поступает из рабочего цилиндра в золотниковую камеру и выхлопную трубу 15.
Саблевидный рычаг, подвешенный на оси в точке О, своим коротким плечом 20 связан с пружиной 23, отжимающей длинное плечо к скосу бабы, и тягой 19. При движении бабы вниз саблевидный рычаг поворачивается по часовой стрелке вокруг точки О, тянет за собой тягу 19 и устанавливает золотник в крайнее нижнее положение. В результате этого свежий пар проходит из дросселя в кольцевую выточку 16 золотника и по каналу 17 — в нижнюю полость цилиндра, поднимая поршень, шток и бабу вверх. "Мятый" пар над поршнем удаляется при этом через осевое отверстие золотника в выхлопную трубу. При подъеме вверх баба своим скосом поворачивает саблевидный рычаг вокруг точки О против часовой стрелки, тяга 19 поднимает золотник в крайнее верхнее положение и баба опускается вниз.
Для получения одиночного удара максимальной силы резко нажимают на педаль при верхнем крайнем ее положении. В этом случае тяги 24 и 18 с помощью рычага 12 полностью открывают дроссельный кран и свежий пар поступает в золотниковую камеру. Одновременно происходит поворот качающегося двуплечего рычага 21 вокруг точки О' , а точка О перемешается вверх вместе с тягой 19, устанавливающей золотник в крайнее верхнее положение, при котором свежий пар попадает в верхнюю полость рабочего цилиндра молота. Медленное опускание бабы, необходимое для прижима штампов, осуществляется слабым нажатием на педаль.
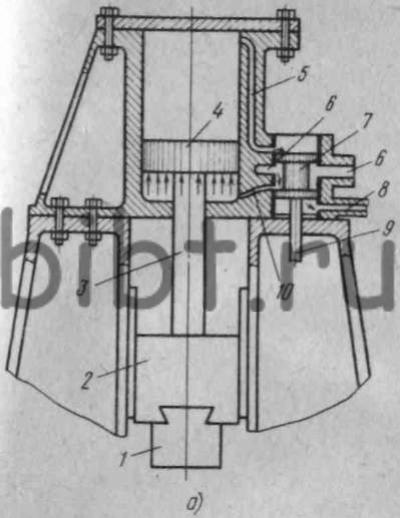
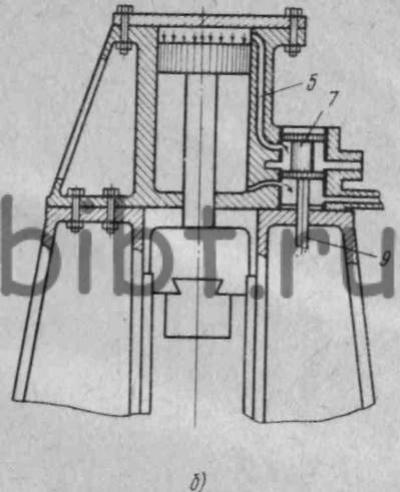
Рис. 4.3. Парораспределительное устройство (с продольным перемещением золотника) штамповочного паровоздушного молота двойного действия: а - впуск, б - выпуск пара
Для регулирования впуска в цилиндр и выпуска из него пара предназначено парораспределительное золотниковое устройство. Свежий пар поступает в полость золотника (рис. 4.3, а) через отверстие 6 трубопровода. При опущенном золотнике 7 пар по каналу 10 проходит в рабочий цилиндр и поднимает поршень 4 со всеми соединенными с ним ударными частями 1, 2, 3.
Пар, находившийся над поршнем в верхней части цилиндра, через канал 5 и осевое отверстие в теле золотника 7 поступает в выхлопную трубу 8. Нажимая тягой шток 9, поднимают вверх золотник 7 и впускают пар по каналу 5 (рис. 4.3, б). В этот момент отработанный пар из-под поршня выходит наружу, баба опускается. Свежий пар впускается через канал 5 в верхнюю часть цилиндра над поршнем, благодаря чему происходит ускоренное падение бабы.
В случае неправильной регулировки системы парораспределения в верхней части рабочего цилиндра 6 (см. рис. 4.2) имеется предохранительное буферное устройство 7, предупреждающее жесткие удары поршня 9 о крышку цилиндра.
Паровоздушные штамповочные молоты получают пар из котельных под давлением 700—900 кПа. В очень редких случаях они работают на получаемом от компрессоров под давлением до 700 кПа сжатом воздухе. Скорость движения ударных частей этих молотов в момент удара 7-8 м/с, а количество ударов в зависимости от массы ударных частей.- от 60 до 80 в минуту.
Для автоматизации управления паровоздушным штамповочным молотом и создания необходимых условий для штамповки различных поковок в оптимальном технологическом режиме ЭНИКМашем была разработана специальная установка, в которой требуемая энергия удара обеспечивается перемещением золотника молота вниз и вверх на требуемую величину по командам, подаваемым бабой молота через сигнальную систему. Управление силой удара программируется специальным барабаном с кулачками-упорами, регулировку которых выполняет штамповщик.