
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
4.3. Винтовые и гидровинтовые машины.
Винтовые фрикционные прессы, используемые в мелкосерийном и серийном производстве для горячей объемной и холодной штамповки, гибки и правки поковок массой до 20 кг, по характеру приложения нагрузки занимают промежуточное положение между молотами и механическими прессами.
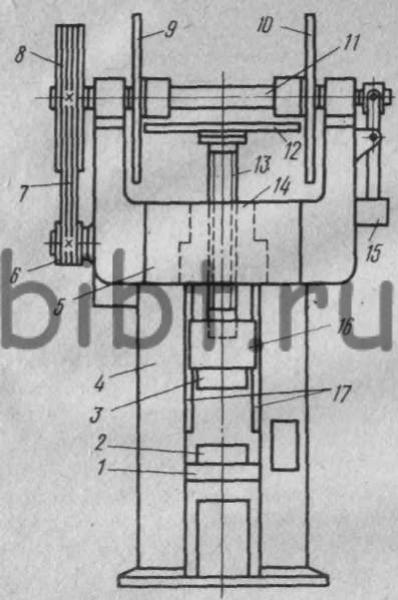
Рис. 4.4. Винтовой фрикционный пресс
Винтовой пресс (рис. 4.4) имеет замкнутую станину, состоящую из двух стоек 4, выполненных заодно со столом 1, на котором устанавливают нижнюю половину 2 штампа и верхнюю поперечину 5, соединенную со стойками стяжными болтами. В верхней поперечине укреплена составная гайка 14, внутри которой проходит винтовой шпиндель 13. На верхнем конце шпинделя закреплен горизонтальный диск (маховик) 12, обтянутый по ободу фрикционным материалом. Нижний конец шпинделя с помощью пяты шарнирно соединен с ползуном 16, на котором укреплена верхняя половина 3 штампа. Приводной вал 11 с двумя дисками 9 и 10, расположенный горизонтально над маховиком 12, диаметр которого меньше расстояния между дисками, может перемещаться горизонтально вдоль оси с помощью пневматического нажимного механизма 15, включаемого педалью.
Пресс приводится в действие от электродвигателя, пуск и останов которого выполняются кнопками. Через шкив 6, вертикальный маховик 8 и клиноременную передачу 7 от электродвигателя движение передается приводному валу 11. Нажимая левым или правым диском на горизонтальный маховик 12, приводят его и связанный с ним шпиндель во вращение в ту или иную сторону. Подвижные части с помощью винтового шпинделя, вращающегося в гайке, двигаются по направляющим 17 соответственно вниз или вверх; в верхнем положении они удерживаются ленточным тормозом с механическим или гидравлическим приводом. В нижней плоскости ползуна и в столе пресса сделаны Т-образные пазы для крепления штампов, в центре стола размещен выталкиватель готовых поковок.
Винтовые
фрикционные прессы выпускались в СССР с номинальным усилием от 0,25
до 6,3 МН с числом ходов ползуна в минуту от 25 до 11. Основными
недостатками этих прессов являются низкие скорость рабочих частей и
производительность.
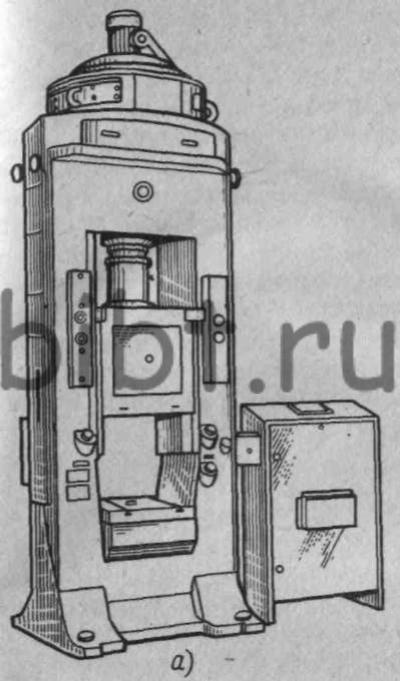
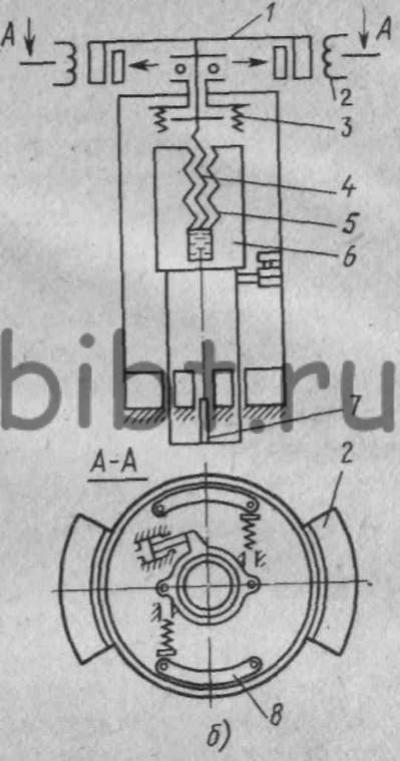
Рис 4 5. Винтовой пресс с дугостаторным приводом:
а - общий вид, б - кинематическая схема
В настоящее время винтовые фрикционные прессы заменяют винтовыми прессами с дугостаторным приводом, которые более компактны, надежны и долговечны в работе, имеют большую скорость, надежное направление ползуна, максимально упрощенную конструкцию привода. В этих прессах (рис. 4.5) действие привода ползуна основано на использовании вращающегося электромагнитного поля, создаваемого не круговыми, как в обычных электродвигателях, а дуговыми статорами 2, которые приводят во вращение короткозамкнутый ротор-маховик 1 и связанный с ним винт 4. Последний перемещает вверх или вниз гайку 5 с ползуном б по направляющим, установленным в станине с амортазаторами 3. Пресс снабжен выталкивателем 7 для удаления поковок из нижней половины штампа и тормозом 8. Скорость движения ползуна -0,5-0,9 м/с.
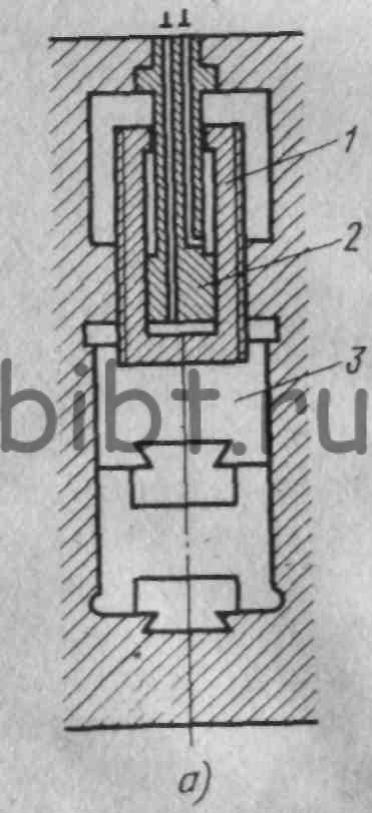
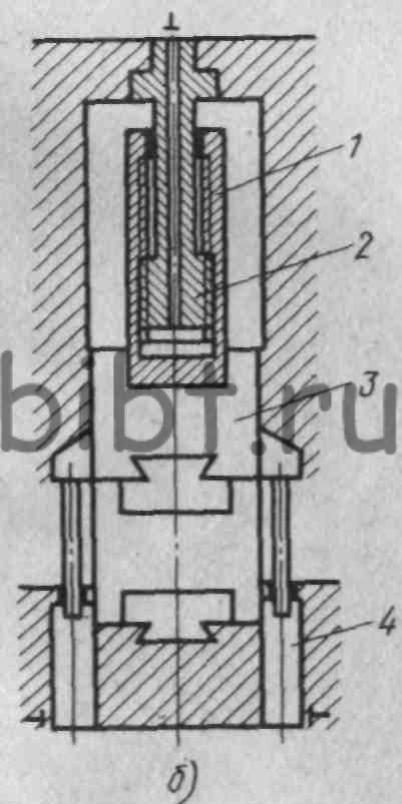
Рис. 4.6. Схемы гидровинтовых пресс-молотов с цилиндром, имеющим наружную (а) и внутреннюю (б) резьбу
У гидровинтовых пресс-молотов главной частью является гидровинтовой цилиндр, выполняющий одновременно функции маховика, гидравлического цилиндра и винта. Стенки цилиндра 1 могут иметь наружную (рис. 4.6, а) или внутреннюю (рис. 4.6, б) несамотормозящуюся резьбу. Жидкость высокого давления, попадая в полость цилиндра с плунжером 2, создает направленную вертикально вниз силу, разгоняющую винтовой цилиндр, который совершает винтовое движение и перемещает по направляющим ползун 3.
При рабочем ходе заготовка деформируется за счет одновременного действия силы давления жидкости и кинетической энергии винтового движения, накопленной винтовым цилиндром к моменту деформирования. Скорость движения ползуна — 1—2 м/с. Подъем ползуна 3 с цилиндром 1 осуществляется возвратными цилиндрами 4. Винтовые прессы с дугостаторным приводом и гидровинтовые пресс-молоты предназначены для выполнения различных операций горячей и холодной объемной штамповки и выдавливания из различных металлов и сплавов, в том числе труднодеформируемых.