
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
4.4. Кривошипные горячештамповочные прессы (КГШП).
Во многих случаях использование КГШП, предназначенных для горячей объемной штамповки, значительно эффективнее, чем молотов.
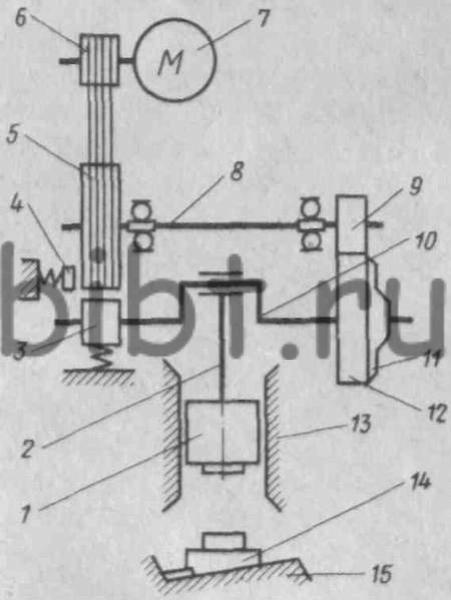
Рис. 4.7. Кинематическая схема кривошипного горячештамповочного пресса
Особенностью конструкции КГШП (рис. 4.7) является то, что все усилия, возникающие при штамповке, воспринимаются массивной станиной, на которой установлен электродвигатель 7, вращающий через шкив 6 и клиноременную передачу маховик 5, закрепленный на приемном валу 8. С этого вала через зубчатые колеса 9 и 12 вращение передается коленчатому валу 10, соединенному шатуном 2 с ползуном 1, который может совершать возвратно-поступательное движение по направляющим 13. Кривошипно-шатунный механизм включается от ножной педали фрикционной пневматической муфтой 11; для остановки выключают пневматическую муфту и включают пневматический ленточный тормоз 3. Маховик останавливают тормозом 4 при выключенном электродвигателе. На станине 15 пресса установлен клиновой стол 14, предназначенный для регулирования высоты штампов при их установке.
Для уравновешивания ползуна в верхней части пресса установлены уравновешивающие пневматические цилиндры, под поршни которых, связанные штоками с ползуном, непрерывно подается сжатый воздух. Для управления прессом используют сжатый воздух давлением 600 кПа из цеховой магистрали, который поступает вначале в ресивер, из него — в расходный резервуар пресса и далее - к пусковой педали, в уравновешивающие цилиндры и воздухораспределитель, управляющий синхронно работой тормоза 3 и фрикционной муфты 11. При включении тормоза муфта отключается, и наоборот.
В отличие от молотов такие прессы имеют жесткий график движения ползуна, полный ход которого вверх и вниз одинаков и равен удвоенному радиусу кривошипа. В крайних верхнем и нижнем положениях вследствие перемены направления движения скорость ползуна всегда равна нулю, а в момент соприкосновения верхней части штампа с заготовкой — 0,3— 0,8 м/с.
КГШП имеют выталкиватели для принудительного удаления поковок из верхней и нижней половин штампа, не требуют громоздких шаботов и фундаментов; при их эксплуатации в сочетании с индукционным нагревом улучшаются санитарно-гигиенические условия труда в цехе, уменьшаются шум и сотрясение зданий. Основные параметры КГШП усилием от 6,3 до 63 МН с числом ходов ползуна от 90 до 35 в минуту регламентированы ГОСТ 6809—70. В отдельных случаях изготовляют КГШП усилием 100— 120МН.
КГШП снабжают различными устройствами для механизации и автоматизации процесса штамповки:
автоматическими перекладчиками заготовок из ручья в ручей;
грейферными подачами и манипуляторами, работающими синхронно с автоматическими индукционными нагревательными установками.