
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
6.2. Молотовые штампы и штампы КГШП.
Молотовый открытый штамп для одноручьевой штамповки (рис. 6.1) состоит из верхней 7 и нижней 5 половин, которые хвостовиками типа "ласточкин хвост" крепят соответственно к бабе 9 молота и штамподержателю 3 клиньями 8 и 4.
Для предотвращения сдвига половин штампа служат шпонки 10 и 12, устанавливаемые в выфрезерованные углубления хвостовиков бабы и штамподержателя. Последний служит для предохранения шабота 1 от износа и закрепляется на нем клином 2. Размеры хвостовиков, клиньев, шпонок должны соответствовать ГОСТ 6039—71. Для перемещения (транспортировки) на боковых гранях половин штампа высверлены отверстия 6 и 11.
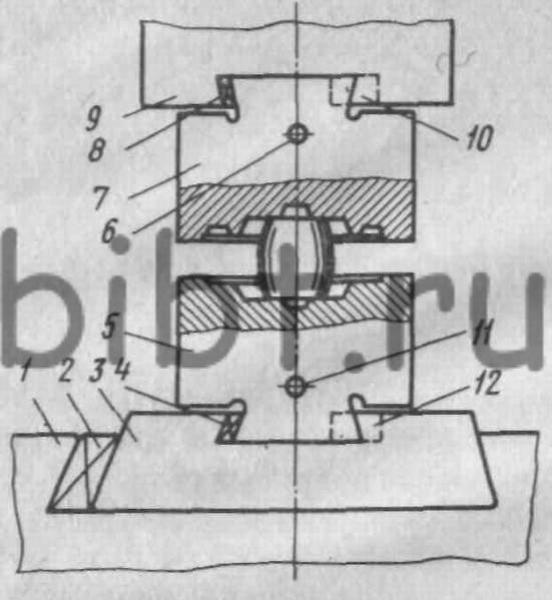
Рис. 6.1. Молотовый открытый штамп для одноручьевой штамповки
В каждой из половин штампа сделаны соответствующие форме поковки углубления, образующие ручей штампа, вокруг которого расположена облойная канавка. Плоскость, по которой соприкасаются половины штампа, называют поверхностью разъема, а линию, проходящую по наружному контуру поковки в плоскости разъема, - линией разъема. В зависимости от формы поковки поверхность разъема может быть целой плоскостью или состоять из нескольких плоскостей; в последнем случае ее проекция на вертикальную плоскость представляет собой ломаную линию.
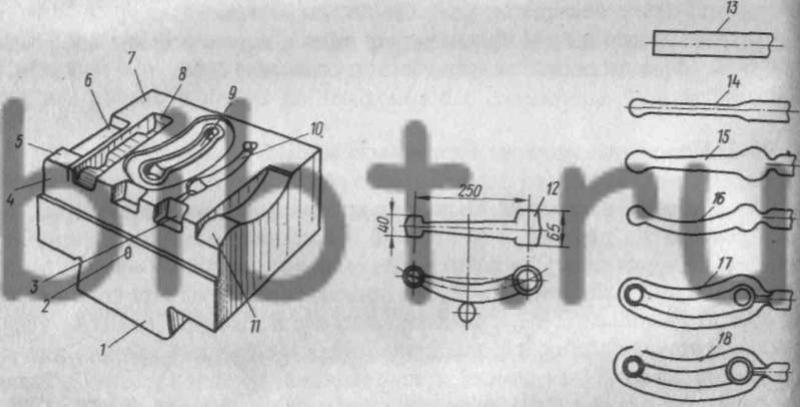
Рис. 6.2. Молотовый открытый многоручьевой штамп и схема штамповки поковки с удлиненной изогнутой осью по переходам:
1 — хвостовик, 2 - отверстие для перемещения (транспортировки), 3 -выемка для клещей, 4 - контрольные грани, 5 - контрольный угол, 7 - зеркало (плоскость) штампа;
ручьи: 6 - протяжной, 8 - подкатной, 9 - окончательный, 10 - предварительный, 11 - гибочный, 12 -поковка, 13 - заготовка;
переходы штамповки: 14 — протяжка, 15 -подкатка, 16 - гибка, 17 — предварительная штамповка, 18 — окончательная штамповка
В молотовом многоручьевом открытом штампе (рис. 6.2) ручьи разделяют на штамповочные, заготовительные, предназначенные для фасонирования заготовки, и отрубные (ножи).
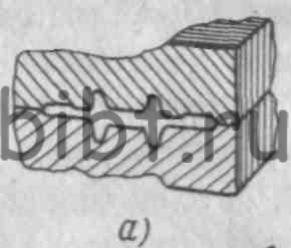
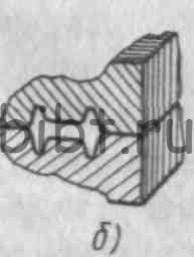
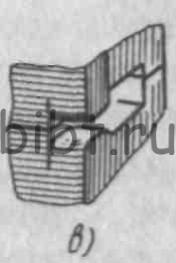
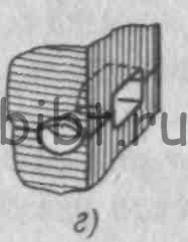
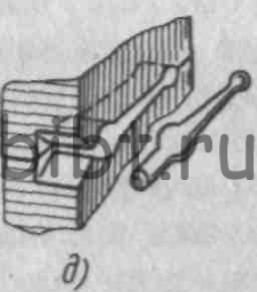
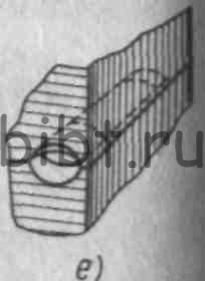
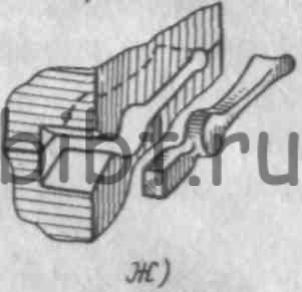
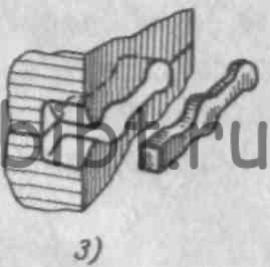
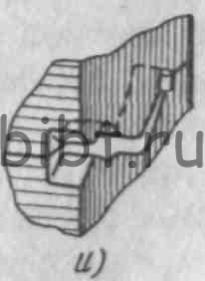
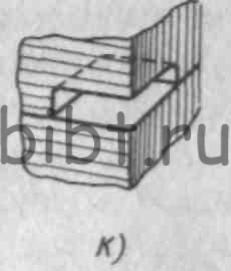
Рис. 6.3. Виды ручьев молотовых штампов (по А.Н. Брюханову)
Штамповочные ручьи (рис. 6.3) делят на ручьи окончательной (чистовой) и предварительной (черновой) штамповки.
Чистовой ручей (рис. 6.3, а) полностью соответствует размерам поковки в горячем состоянии. В отличие от остальных ручьев он имеет облойную канавку и размещается в центре штампа или близко к нему, так как штамповка в чистовом ручье требует использования ударов максимальной силы (Центром штампа называют точку пересечения оси хвостовика с осью шпонки. При правильной установке штампа его центр совпадает с проекцией оси штока молота на горизонтальную плоскость.) Расположение этого ручья на излишне большом расстоянии от центра штампа недопустимо из-за опасности поломки штока молота.
Черновой ручей (рис. 6.3,б), который располагают рядом с чистовыми, не имеет облойной канавки и предназначен для максимального приближения формы заготовки к форме поковки с целью увеличения стойкости чистового ручья, улучшения его заполнения и уменьшения расхода металла. Заготовка из чернового ручья свободно укладывается в чистовой ручей.
Заготовительные ручьи. Протяжные открытый и закрытый ручьи (рис. 6. 3, в, г) предназначены для увеличения длины заготовки или ее отдельных участков за счет уменьшения площади поперечного сечения. Протяжку выполняют за несколько ударов с кантовкой заготовки после каждого удара.
Подкатные открытый и закрытый ручьи (рис. 6.3, д, е) предназначены для местного увеличения площади поперечного сечения заготовки за счет уменьшения площади сечения соседних участков. Подкатку выполняют за несколько ударов с кантовкой заготовки вокруг продольной оси на 90° после каждого удара.
Пережимный ручей (рис. 6. 3, ж) предназначен для местного уширения заготовки и незначительного перераспределения металла вдоль оси. Заготовку обрабатывают за один-два удара без кантовки и без перемены положения переносят в черновой или чистовой штамповочный ручей.
Формовочный ручей (рис. 6.3, з) предназначен для придания заготовке формы, соответствующей форме поковки в плоскости разъема. Формовку выполняют за один-два удара без кантовки заготовки. Затем заготовку переносят непосредственно в чистовой ручей с кантовкой вокруг оси на 90 .
Гибочный ручей (рис. 6.3, и) применяют для изгиба заготовки в соответствии с формой поковки в плане.
Площадка для осадки (рис. 6.3, к) предназначена для осадки заготовок в торец до требуемых высоты и диаметра. Ее располагают обычно в переднем левом углу штампа, ближе к нагревательной печи. Осадку выполняют за один или несколько ударов и применяют для получения поковок, имеющих в плане форму круга или близкую к нему. Иногда для лучшего центрирования заготовки в штамповочном ручье штампа осадку совмещают с выдавливанием или частичной прошивкой заготовки.
Отрубной ручей — нож (рис. 6.3, л) применяют для отделения поковки от прутка и располагают в одном из углов штампа.
Для размещения клещевины (конца заготовки), захватываемой клещами, в штампе выполняют выемку, соединяющуюся с тем или иным ручьем. Необходимое число и сочетание ручьев в штампе определяются прежде всего формой поковки: чем она сложнее и больше отличается от формы заготовки, тем большее число ручьев в штампе требуется для ее изготовления. Расстояние между ручьями выбирают с учетом прочности штампа.
Штампы устанавливают на молот, совмещая простроганные на передней и боковой гранях обеих половин штампа две взаимно перпендикуляр, ные плоскости, образующие контрольный угол (см. рис. 6.2). Молотовые штампы из-за ударного характера работы молота изготовляют цельноблочными и реже — с ручьевыми вставками.
Штампы КГШП. В отличие от штамповки на молотах при штамповке на КГШП ударный характер приложения нагрузки отсутствует, поэтому штампы для КГШП изготовляют сборной конструкции, с призматическими или цилиндрическими ручьевыми вставками (не более четырех). Штамповка осуществляется в штампах, имеющих ручьи всех видов, за исключением требующих постепенного увеличения хода ползуна пресса (что сделать невозможно) протяжного и подкатного, а также ножей для отрубки.
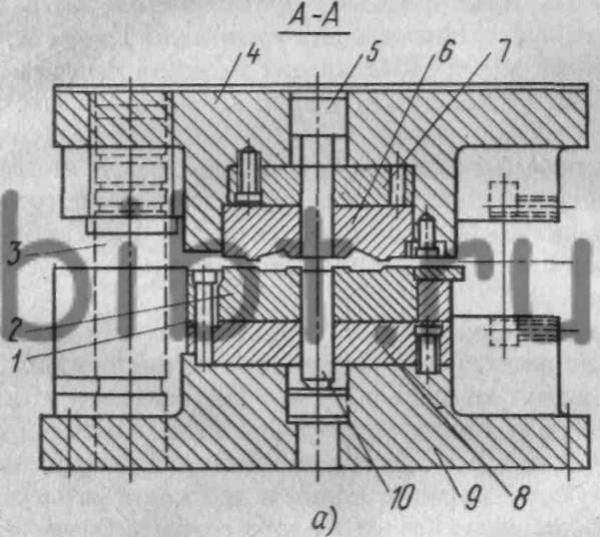
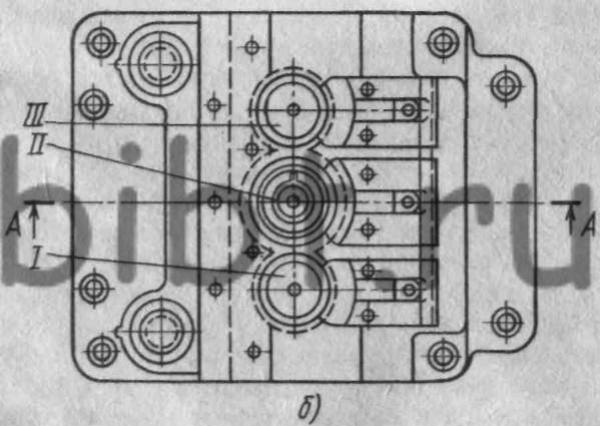
Рис. 6.4. Разрез (а) и вид сверху (б) штампа, применяемого на КГШП
Штамп, показанный на рис. 6.4, имеет три ручья. Вставки 2 и 6 чистового ручья II расположены посередине штампа, заготовительный I и черновой III ручьи — по бокам. При штамповке на прессе осадку часто выполняют в полузакрытых фасонных ручьях, что обеспечивает получение заготовки, близкой к форме поковки. Под ручьевые вставки, крепящиеся упорными планками и болтами 1, подложены опорные плитки 7 и 8, предохраняющие от преждевременного износа опорные поверхности плит 4 и 9. Применяют и другие способы крепления ручьевых вставок. Нижняя 9 и верхняя 4 плиты штампа крепятся болтами соответственно к столу и ползуну пресса. В верхней плите имеются отверстия с запрессованными в них втулками для направляющих колонок 3, установленных в нижней плите. В ручьях штампов предусматривают выталкиватели 5 и 10, работающие от выталкивающего механизма пресса.