
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
6.3. Штампы ГКМ и винтовых фрикционных прессов.
Штампы ГКМ (рис. 6.5) имеют три основные части: неподвижную 3 и подвижную 5 матрицы и пуансон 1.
Нагретый пруток 4 подается до упора 2 (рис. 6.5, а) и при рабочем ходе машины боковым ползуном зажимается между матрицами 3 и 5 при отведенном в сторону упоре (рис. 6.5, б). После этого главный ползун пуансоном 1 деформирует часть прутка, находящуюся в полости матриц (рис. 6.5, в), подвижная матрица отходит от неподвижной и поковка удаляется из штампа (рис. 6.5, г). Штамп в отличие от молотового имеет две поверхности разъема. Матрицы могут иметь до шести ручьев, а количество пуансонов равно числу штамповочных ручьев.
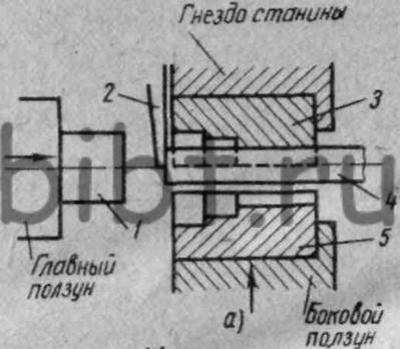
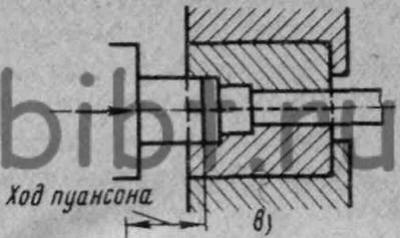
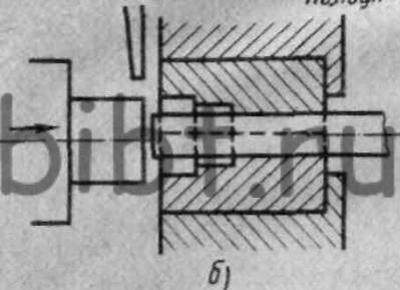
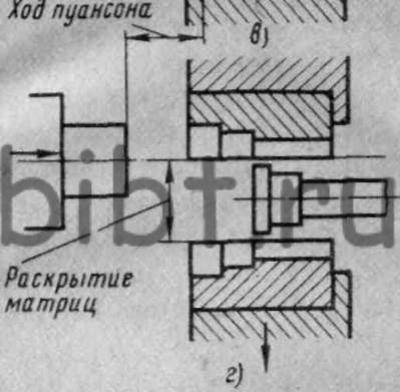
Рис. 6.5. Схема штамповки на горизонтально-ковочной машине
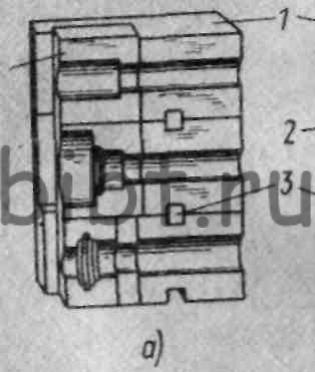
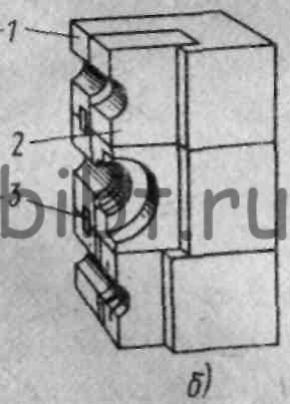
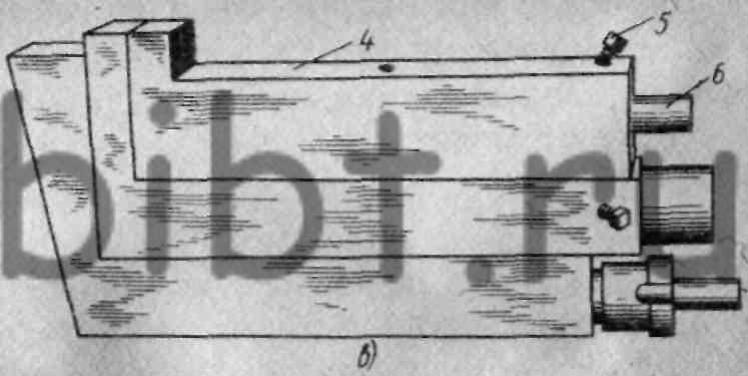
Рис. 6.6. Штамп для высадки кольца шарикоподшипника:
а, б - составные матрицедержатели 1 с матрицами 2,
в - составные пуансонодержатели 4 с пуансонами 6; 3 - шпопки, 5 - стопорные болты
Подвижную и
неподвижную матрицы крепят болтами соответственно к боковому ползуну
и станине. Матрицы делают составными (рис. 6.6, а, б), соединяя их
шпонками, а чаще с целью экономии штамповой стали — с ручьевыми
вставками полукруглой формы, крепящимися в гнездах матричного блока
винтами и гайками, навинчиваемыми с тыльной стороны блока. Пуансоны с
цилиндрическим хвостовиком и простроганной лыской крепят стопорными
болтами в монолитных или составных (рис. 6.6, в) пуансонодержателях.
Для исключения возможного поворота пуансона вокруг оси на торцовой
поверхности у отверстия под пуансон в пуансонодержателе сделан зуб,
который при установке пуансона входит в вырез, сделанный в его
фланце. Применяют и другие виды крепления пуансонов: с помощью
накладки и винтов с гайками, клином и т. п.
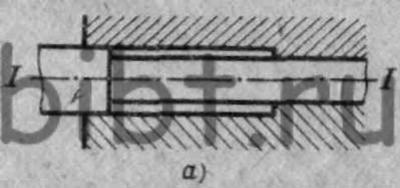
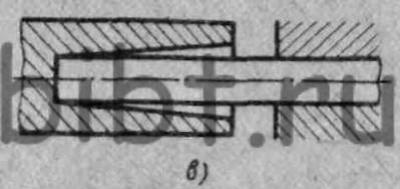
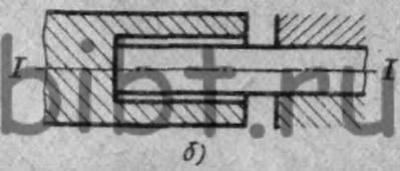
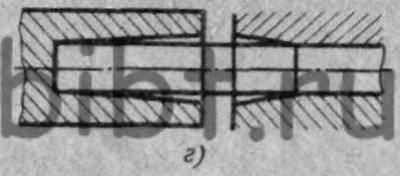
Рис. 6.7. Схемы наборных ручьев для набора металла: I-I - плоскость разъема матриц
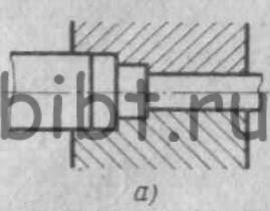
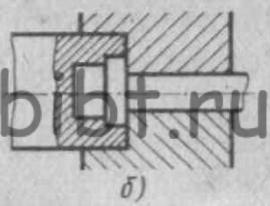
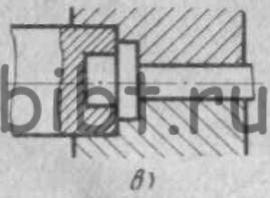
Рис. 6.8. Схемы формовочных ручьев штампов ГКМ
Многоручьевые штампы ГКМ могут иметь заготовительные (наборные), штамповочные (формовочные и прошивные), отрезные, обрезные, пробивные, а также специальные ручьи. Наборные ручьи (рис. 6.7) предназначены для набора (утолщения) в матрице (рис. 6.7,а), пуансоне (рис. 6.7, б, в), в пуансоне и матрице (рис. 6.7, г). Формовочные ручьи позволяют штамповать поковку в матрице (рис. 6.8, а), пуансоне (рис. 6.8, б), матрице и пуансоне (рис. 6.8, в).
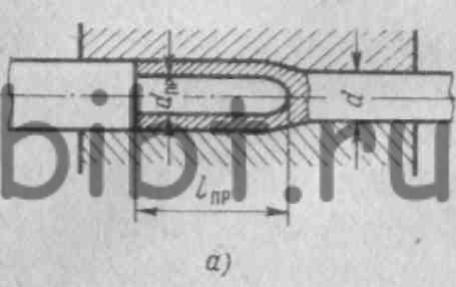
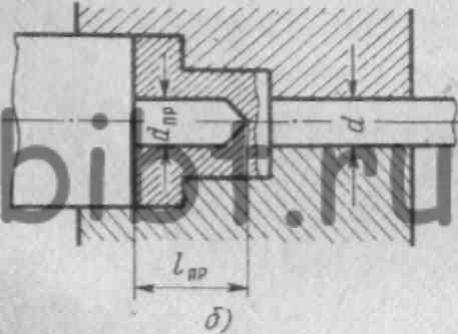
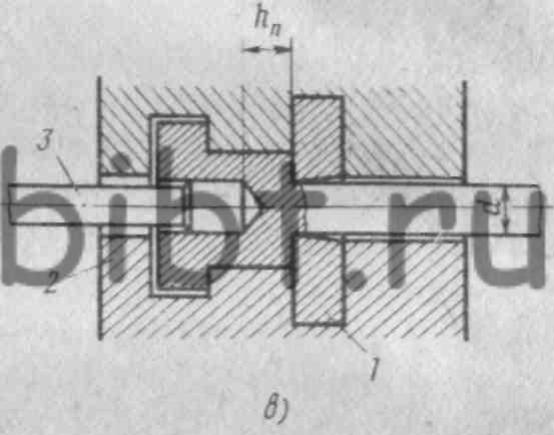
Рис. 6.9. Схемы ручьев: а — прошивного, б - формовочно-прошивного, в — пробивного; 1 — пробивная вставка, 2 - полуматрицы, 3 - пуансон; d - диаметр исходного прутка, l пр, - длина прошивного пуансона
Прошивной ручей (рис. 6.9, а) предназначен для образования полости в заготовке. При этом диаметр пуансона dпр не должен быть больше 0,5-0.6 диаметра заготовки.
Формовочно-прошивной ручей (рис. 6.9, б) применяют при совмещении формовки с прошивкой.
Пробивной ручей (рис.
6.9, в) служит для пробивки перемычки hп и отделения
прошитой заготовки от прутка. Отрезной ручей служит для отделения
поковки от прутка ножами, укрепленными в матрицах.

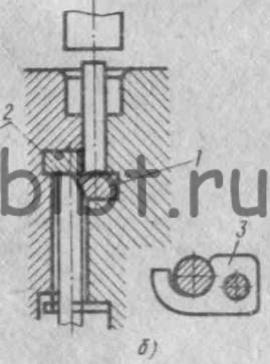
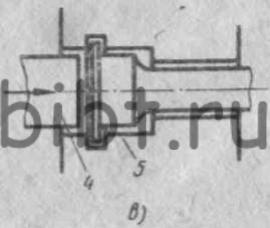
Рис. 6.10. Схемы ручьев: а, б - отрезных, в - обрезного; 1,2 — ножи, 3 - скоба для поддержания прутка, 4 - толкающий пуансон, 5 -обрезная матрица
При отрезке может сдвигаться или пруток (рис. 6.10, а), или заготовка (рис. 6.10, б). Обрезной ручей (рис. 6.10, в) используют для обрезки облоя, образующегося при формовке в открытом формовочном ручье. При обратном ходе пуансона отрезанный облой снимается с пуансона буртиками матрицы. Облой удаляется при раскрытии матриц. К специальным относят ручьи для расплющивания, гибки, выдавливания и других операций. Назначение ручьев определяется сложностью формы поковки, которую надо изготовить на ГКМ. Ручьи штампов ГКМ с вертикальным разъемом матриц для удобства всегда pacполагают так, чтобы штамповка выполнялась от верхнего ручья к нижнему. Штампы винтовых фрикционных прессов могут быть открытые, закрытые, а также с разъемной матрицей. Чаще используют одноручьевые штампы, так как из-за недостаточной жесткости направляющих ползуна использование многоручьевых штампов приводит к появлению недопустимых эксцентрических нагрузок. На этих прессах широко используют штампы с ручьевыми вставками и сборные, в том числе с направляющими колонками, во многом аналогичные по конструкции штампам для КГШП. Способы крепления штампов и матрицы показаны на рис. 6.11, а—ж.
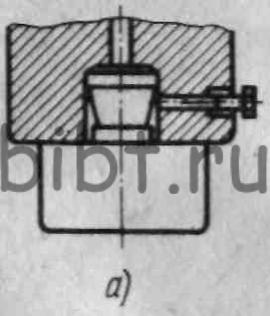
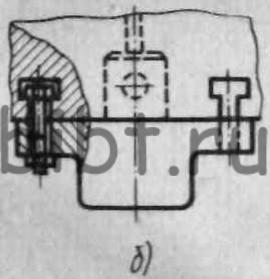
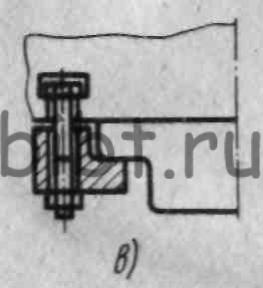
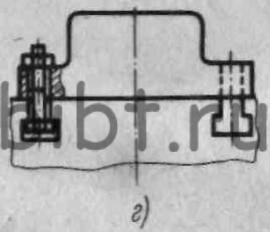
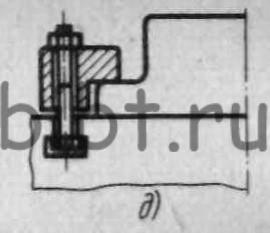
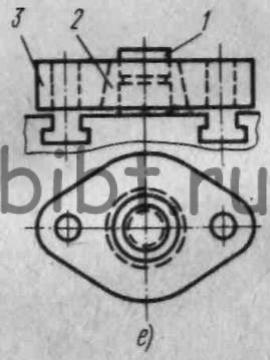
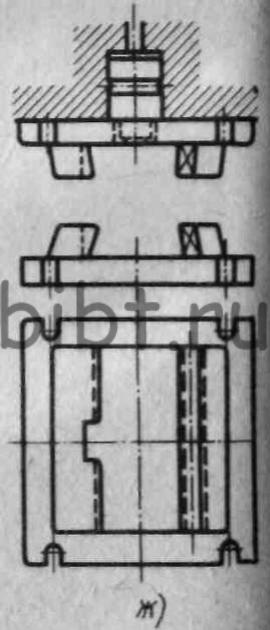
Рис. 6.11. Крепление на винтовых фрикционных прессах: а—в - верхнего штампа соответственно стопорным винтом, болтами и скобами, г, д — нижнего штампа соответственно болтами и скобами, е - матрицы, ж - верхнего и нижнего штампов - клиньями с помощью штамподержателя; 1 - матрица, 2 - разрезная втулка, 3 – плита
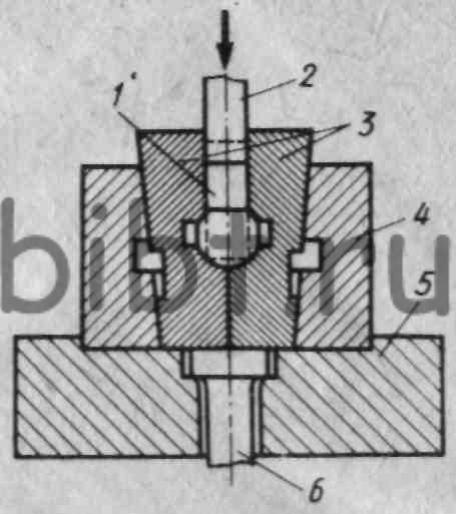
Рис. 6.12. Штамп с разъемной матрицей для штамповки на винтовом фрикционном прессе
Поковки сложной формы и с малыми уклонами получают в штампах с разъемной матрицей и выталкивателем (рис. 6.12). Полость ручья выполнена в двух половинах матрицы 3, заключенных в закрепленную на плите 5 обойму 4. Заготовку 1 вставляют в полость матрицы. После штамповки, осуществляемой пуансоном 2, выталкиватель 6 приподнимает матрицу, которая раскрывается и освобождает поковку. При массовом и серийном изготовлении поковок смыкание и размыкание половин матриц механизировано.