
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
2.3 Сортамент материалов, используемых в кузнечно-штамповочном производстве.
Слитки, являющиеся исходным продуктом для изготовления поковок и проката, получают в результате кристаллизации жидкой стали в изложницах. Кузнечные слитки отливают массой до 500 т. Слитки небольшой массы имеют круглое или квадратное, более крупные - многогранное поперечное сечение. Во избежание появления трещин при охлаждении и нагревании грани слитка делают вогнутыми.
Сталь, залитая в изложницу, охлаждается и кристаллизуется неравномерно и в первую очередь у стенок изложницы, поэтому слиток имеет неоднородные по объему кристаллическое строение, химический состав, плотность и распределение неметаллических включений, которые, будучи более легкоплавкими, чем металл, отжимаются растущими кристаллитами к центру и к верхней части слитка.
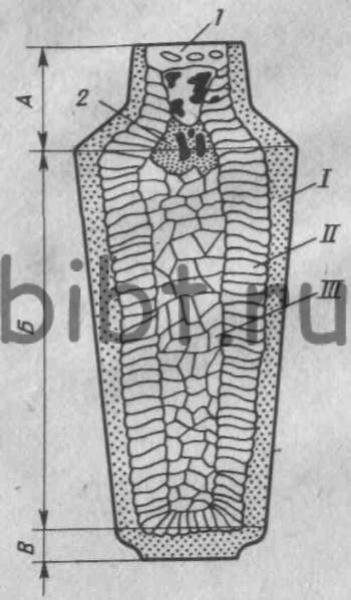
Рис. 2.2. Схема строения стального слитка
На рис. 2.2. показано строение слитка спокойной стали. Наружная зона I слитка, кристаллизуясь в первую очередь и с большой скоростью, имеет мелкокристаллическое строение и соответственно высокие механические свойства. За ней располагаются зона II, состоящая из столбчатых кристаллитов-дендритов, вытянутых к центру слитка, и зона III, которая в осевой части слитка состоит из крупных, беспорядочно ориентированных кристаллитов (металл этой зоны имеет низкие механические свойства).
По высоте слитка различают прибыльную часть А, в которой находится усадочная раковина 1 с расположенной ниже усадочной рыхлостью 2, среднюю часть (тело) Б, которая идет на изготовление поковки, и донную часть В. В кузнечных слитках отношение длины средней части к ее среднему поперечному размеру обычно составляет 1,8—2,5.
Для повышения производительности и сокращения цикла ковки, расхода металла и топлива рационально использовать специальные слитки (удлиненные, укороченные, бесприбыльные и т. д.). В качестве заготовок для ковки и штамповки используют также слитки, полученные непрерывной разливкой в водоохлаждаемых медных изложницах — кристаллизаторах. Сечение слитков, получаемых этим способом, квадратное, например, 400x400 мм, или прямоугольное со сторонами 150...500 x 300...2000 мм; они отличаются плотной мелкозернистой структурой, отсутствием усадочной раковины, меньшим количеством неметаллических включений и пониженной себестоимостью.
Прокат чаше всего используют в качестве заготовок для ковки и горячей объемной штамповки. Обжатую болванку - блюмс получают прокаткой на блюмингах слитков квадратного сечения массой 7—10 т. Обжатая стальная болванка выпускается со стороной квадрата (140±5) -(450 ±10) мм и длиной 1500—4000 мм. Стороны квадрата вогнуты, а углы округлены радиусом 20—60 мм.
К сортовому прокату, получаемому на станах сортовой прокатки, относятся: квадратная заготовка (ГОСТ 4693-77) с закругленными радиусом 7-35 мм углами со стороной квадрата 40+1-1,5 — 250+5-7 мм; сталь горячекатаная круглая (ГОСТ 2590-71) и квадратная (ГОСТ 2591-71) соответственно с диаметром или стороной квадрата 5 +0,3 -0,5 — 250 +1,2 -3 мм при обычной точности и 5 +0,1 -0,3 —150 +0,6 -2 мм при повышенной точности. Для штамповки используют в отдельных случаях также различные виды профильного сортового проката; для горячей штамповки в массовом производстве все шире используют различные виды периодического проката, позволяющие уменьшить расход металла, повысить производительность и улучшить качество поковок.
Для точной штамповки в качестве заготовок используют калиброванные, т. е. подвергнутые волочению, стальные прутки (ГОСТ 7417-75) Ø 3-100 мм.
Для штамповки используют также бесшовные трубы, полосовые и прессованные заготовки. Последние получают прессованием в виде прутков Ø 3-250 мм, труб Ø 200-400 мм со стенкой различной толщины и фасонных профилей.