
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
Оглавление книги Предыдущая Следующая
2.4. Дефекты исходного металла.
К дефектам стальных слитков относятся:
чрезмерно выраженная химическая неоднородность в виде зональной и дендритной ликвации;
повышенное содержание неметаллических включений;
глубокое расположение усадочных раковин и рыхлости и ряд других, связанных с процессами разливки, кристаллизации и охлаждения стали в изложницах.
Дефекты деформированного металла - обжатых и прессованных заготовок и сортового проката - могут быть поверхностными и внутренними.
Поверхностные дефекты, связанные главным образом с нарушением технологии прокатки или прессования, могут быть следующими:
наружные трещины, появляющиеся вследствие низкой пластичности металла при прокатке или во время охлаждения после прокатки;
продольные риски— мелкие открытые царапины на поверхности глубиной 0,2-0,5 мм, возникающие при прокатке от поврежденной или неправильно установленной арматуры (проводок), по которой движется прокат, а при прессовании - от задиров на матрице;
волосовины - тонкие трещины глубиной 0,5-1,5 мм, возникающие при прокатке стального слитка из-за подкорковых газовых пузырей, которые вытягиваются в длину и обнажаются в результате окисления при нагревах и последующем травлении;
заусенцы (рис. 2.3, а) — излишек металла, вытекающий при прокатке между валками;
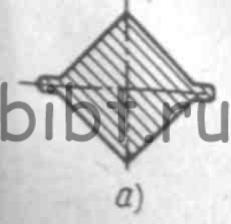

Рис. 2.3. Дефекты деформированного металла
закат (рис. 2.3, б) - складка металла, образующаяся при прокатке заготовки с заусенцами; будучи оксисленными, складки при прокатке, не свариваются с основным металлом;
плены (рис. 2.3, в) — наслоения прокатанного металла толщиной до 1,5 мм на поверхности проката;
смещение профиля (рис. 2.3, г), получающееся в результате осевого сдвига валков прокатного стана; сортовой прокат, кроме того, может иметь различные геометрические дефекты (рис. 2.4, а - е) : незаполнение углов, неравные стороны, ромбичность профиля, заусенцы на углах, местное незаполнение профиля, кривизну, скручивание и т. д.
Поверхностные дефекты исходных заготовок при ковке и штамповке как правило, остаются на поковках, увеличивают припуски на обработку резанием и могут привести к браку, поэтому должны быть устранены.
К внутренним дефектам, имеющим металлургическое происхождение, относят:
расслоения, представляющие собой остатки усадочной раковины и рыхлости слитка, вытянутые при прокатке на значительную длину;
включения огнеупоров;
остатки ликвационной осевой зоны;
скопления неметаллических включений, вытянутых вдоль осевой части заготовки или прутка;
флокены - мелкие трещины, получившиеся от растворенного в жидком металле водорода, выделяющегося при охлаждении после кристаллизации.
Внутренние дефекты, за исключением флокенов, являются неисправимым браком.
Флокены могут быть устранены при горячей обработке давлением и последующей термической обработке стали по специальным режимам. Внутренние дефекты заготовок, так же как и поверхностны недопустимы.
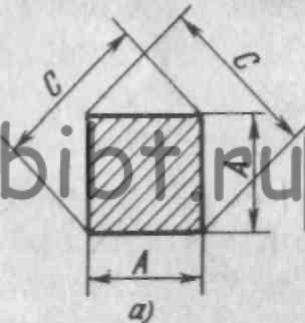

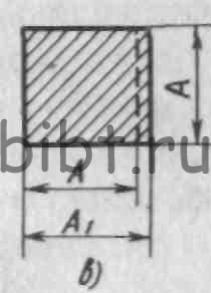
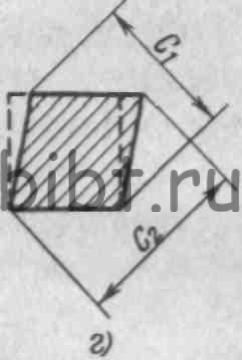
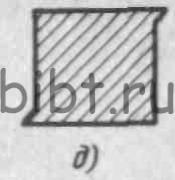

Рис. 2.4. Геометрические дефекты проката квадратного сечения:
а - правильный профиль, б - незаполнение углов, в — неравные стороны (А1≠ А), г - ромбичность профиля (С1 ≠ С2), д - заусенцы на углах, е - местное незаполнение профиля