
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 5. КОНСТРУКЦИЯ РЕЖУЩЕГО ИНСТРУМЕНТА.
Конструкция инструмента, применяемого. на широкоуниверсальных фрезерных и расточных станках, многообразна. В этом разделе даются общие сведения о наиболее распространенных и часто применяемых на данных станках конструкциях режущего инструмента.
Расточные резцы.
Любой резец состоит из стержня, служащего для его закрепления, и головки, т. е. режущей части. Стержень расточных резцов обычно делается из машиноподелочной стали марки 45 и имеет форму круглого или прямоугольного сечения.
Головка резца оснащается пластинкой, из быстрорежущих твердых инструментальных сталей марок Р9 или Р18, или из различных марок твердого сплава (ВК8 для чернового я чистового растачивания чугунов, Т15К6 для получистового и чистового растачивания сталей).
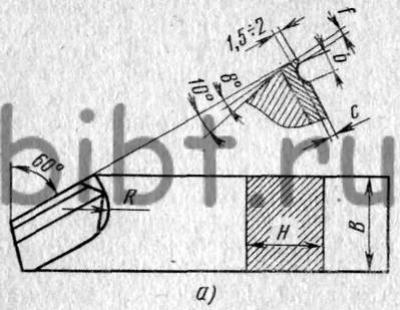
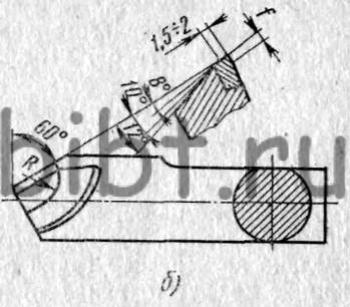
Рис. 26. Расточные резцы:
а — прямоугольного сечения, б — круглого сечения; f — фаска, b, с — ширина и глубина лунки для дробления стружки
На рис. 26 представлены конструкций расточных резцов. На рис. 26,а приведен резец прямоугольного сечения (H×B) с пластинкой из быстрорежущей стали. Радиусная лунка с размерами b и c предназначена дробить стружку, которая при обычной геометрии резца завивается в длинные спирали, что затрудняет процесс резания, создавая для рабочего опасность ранений. Лунка сделана на передней грани резца, параллельно главной режущей кромке на расстоянии f от нее. На ряс. 26,б показан круглый резец с пластинкой из твердого сплава, на передней грани которого сделана фаска f.
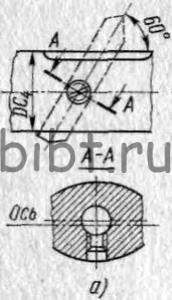
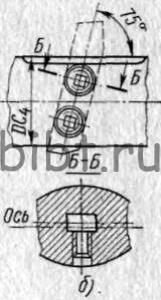
Рис. 27. Крепление резцов в расточных оправках-борштангах:
а — крепление резца круглого сечения, б — крепление резца прямоугольного сечения
На
рис. 27 представлено крепление резцов в расточных
оправках-борштангах. На рис. 27, а показано крепление в борштанге
резца круглого сечения, а на рис. 27,б — прямоугольного.
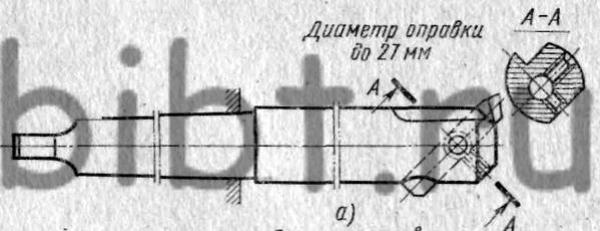
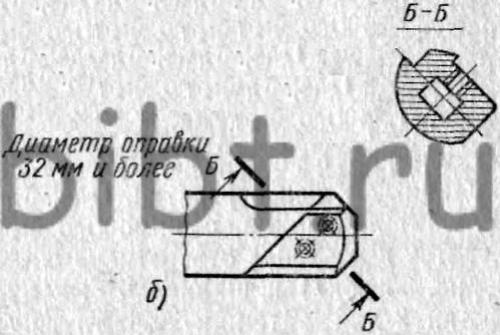
Рис. 28. Крепление резцов в удлиненных консольных оправках: а —крепление резца круглого сечения, б — крепление резца прямоугольного сечення
На рис. 28 показаны удлиненные консольные оправки диаметром до 27 мм с окном для крепления резца круглого сечения и диаметром 32 мм и более с окном для крепления резца прямоугольного сечения.
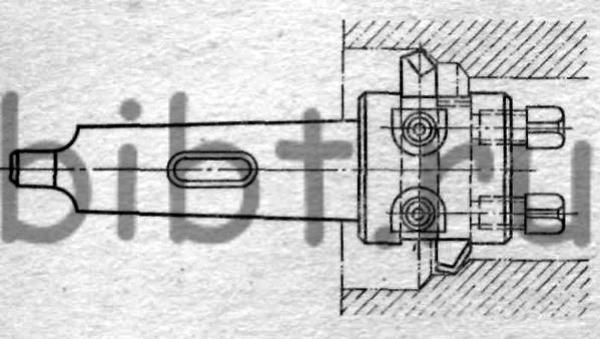
Рис. 29. Оправка короткая консольная для расточки отверстий большого диаметра
На рис. 29 показано крепление в короткой консольной оправке одновременно двух резцов, растачивающих отверстие большого-диаметра.
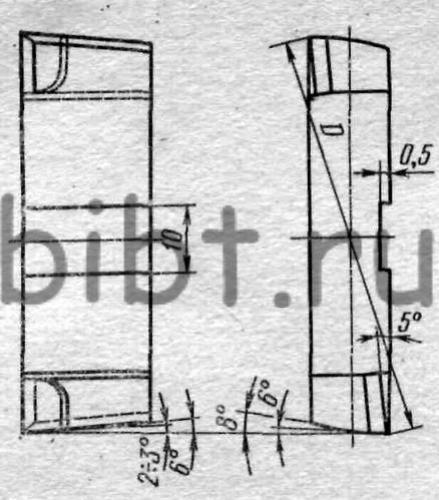
Рис. 30. Резец плоский двусторонний расточный
На рис. 30 изображен плоский двусторонний расточный резец. с пластинками из быстрорежущей стали, а на рис. 31 изображена оправка с окнами для крепления таких резцов.

Рис. 31. Оправка с окнами для крепления плоских двусторонних расточных резцов
Удлиненные консольные оправки (см. рис. 28) применяют в тех случаях, когда требуется обработать отверстие, диаметр которого меньше диаметра шпинделя станка (рис. 32,а). Если обрабатываемое отверстие больше диаметра шпинделя, то применяют короткие консольные оправки (рис. 32, б).
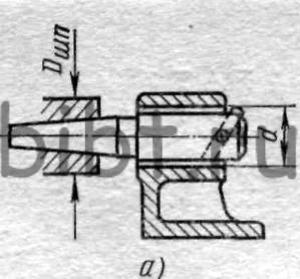
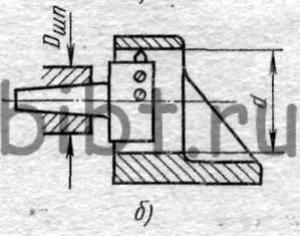
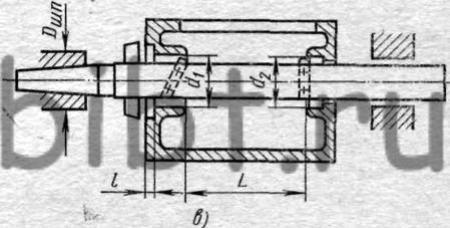
Рис. 32. Примеры применения различных оправок:
а — диаметр обрабатываемого отверстия d меньше диаметра шпинделя Dшп, б — диаметр обрабатываемого отверстия d больше диаметра шпинделя Dшп, в — обработка отверстий в корпусных деталях с помощью борштанги
При обработке соосных отверстий, удаленных друг от друга на расстояние, большее величины осевого перемещения шпинделя, применяют бор штанги с несколькими резцами. Свободный конец борштанг в этом случае поддерживается люнетом (рис. 32, в). Расточные оправки и борштанги имеют конический хвостовик, сопрягающийся с коническим отверстием в шпинделе станка. В шпинделе кроме конического отверстия имеются два паза, перпендикулярных к оси отверстия. Паз, ближайший к торцу шпинделя, служит для клина, с помощью которого конус борштанги затягивается в конусное отверстие шпинделя.
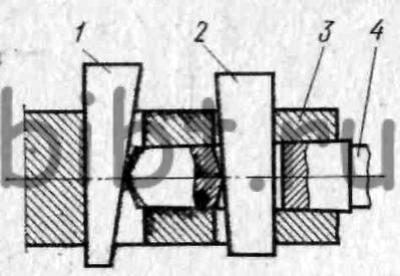
Рис. 33. Крепление борштанги в шпинделе станка: 1 — клин для выталкивания борштанги из шпинделя, 2 — клин для затягивания борштанги в конусное отверстие шпинделя, 3 — шпиндель, 4— борштанга
На рис. 33 показан шпиндель 3, конусный хвостовик борштанги, 4, клин 2 для затяжки борштанги. Для выталкивания борштанги из конусного отверстия шпинделя служит клин 1, для которого в шпинделе предусмотрен второй паз.
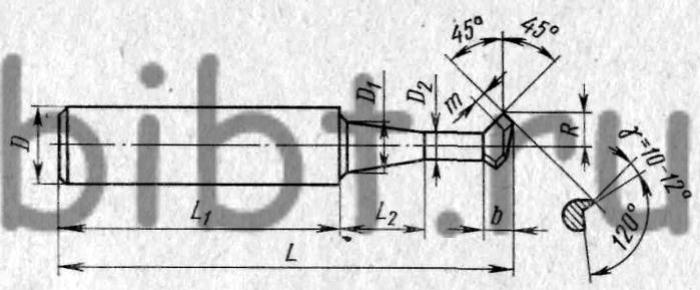
Рис. 34. Расточный резец для крепления в расточных патронах
Цельный расточный резец из быстрорежущей стали показан на рис. 34. Такие резцы широко применяют на координатно-расточных и широкоуниверсальных инструментальных фрезерных станках. Крепление таких резцов на станке осуществляется с помощью переходных втулок или специальных расточных патронов. Расточной патрон имеет отверстие под резец, расположенное эксцентрично относительно оси шпинделя станка. Резцы в таком патроне должны тщательно устанавливаться с тем, чтобы в месте контакта вершины резца с обрабатываемой деталью образовывались требуемые углы: передний и задний. Небольшой поворот резца может вызвать либо трение задней грани об обрабатываемую деталь, либо образование отрицательного переднего угла, что создает неправильные условия резания.