
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Поворотная головка станка модели 6Р82Ш. Накладная головка станка модели 6Р82Ш.
Поворотная головка станка модели 6Р82Ш. К хоботу через промежуточный корпус винтами, введенными в кольцевой Т-образный паз, крепится поворотная головка. Корпус центрируется в кольцевой выточке (рис. 63).
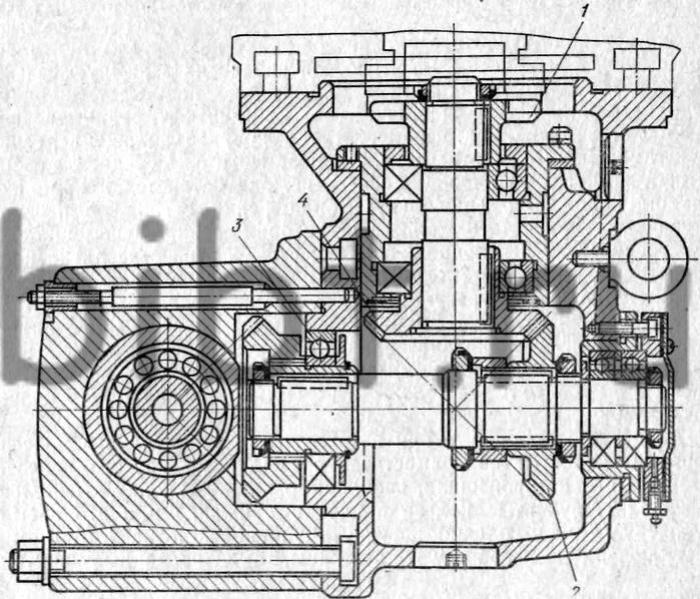
Рис. 63. Поворотная головка станка модели 6Р82Ш:
1 — муфта кулачковая, 2, 4 — конические зубчатые колеса, 3 — подшипник
Движение от коробки скоростей передается к шпинделю поворотной головки с помощью кулачковой муфты 1, конической пары зубчатых колес 4 и 2, затем конической пары зубчатых колес 5 и 4 (рис.64). Шпиндель поворотной головки имеет две опоры с такой же конструкцией подшипников как и у горизонтального шпинделя станка.
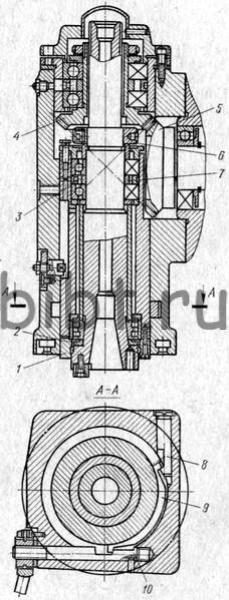
Рис. 64. Шпиндель поворотной головки станка модели 6Р82Ш:
1 — фланец, 2 — полукольца, 3, 7 — кольца, 4, 5 — конические зубчатые колеса, 6 — гайка, 8 — упор неподвижный, 9 — сектор, 10 — толкатель
Зазоры в передней опоре регулируют подшлифовкой полуколец 2 при соответствующем подтягивании гайки 6.
Шпиндель смонтирован в выдвижной гильзе. Регулировку шпинделя следует выполнять в следующем порядке: выдвинуть гильзу шпинделя; демонтировать фланец 1; снять полукольца 2; вывернуть на боковой стороне корпуса головки резьбовую пробку; расконтрить гайку 6, отвернув через отверстие в ней контрящий винт; стальным стержнем, введенным в гладкое отверстие на гайке, удержать гайку от поворота; поворотом шпинделя (за шпонку) гайку 6 подтянуть и этим переместить внутреннее кольцо подшипника. После выборки люфта произвести обкатку подшипника так же, как и в случае регулировки горизонтального шпинделя; после того как установлена величина подшлифовки, кольца подшлифо-вать; полукольца установить на место и закрепить; привернуть фланец 1.
Для регулировки зазоров во второй опоре гильзу и шпиндель демонтируют, а подшипники второй опоры снимают. Из комплекта опоры вынимают кольцо 3, а наружные кольца подшипников сближают до устранения зазоров. Это дает возможность определить требуемую толщину кольца 3. Затем кольцо шлифуют в нужный размер и шпиндель вновь собирают.
Гильза поворотной головки перемещается маховичком, связанным при помощи червяка и зубчатого колеса с рейкой, нарезанной на гильзе шпинделя. Механизм зажима гильзы включает в себя сектор 9, неподвижный упор 8 и толкатель 10.
Накладная головка станка модели 6Р82Ш. (рис. 65).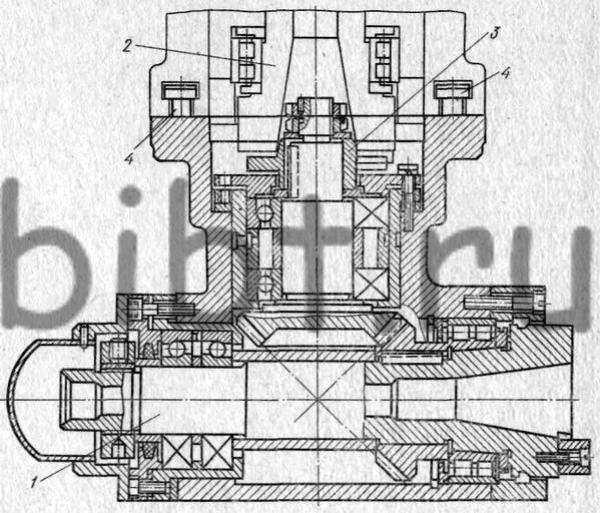
Рис. 65. Накладная головка:
1 — шпиндель накладной головки. 2 — шпиндель поворотной головки. 3 — соединительная муфта, 4 — винт
К поворотной головке винтами 4, введенными в кольцевой Т-образный паз, крепится накладная головка. Шпиндельные опоры регулируют так же, как и поворотную головку. Накладная головка относительно поворотной так же, как и поворотная головка относительно хобота, фиксируется в нулевом положении штифтом. Перед тем как осуществить поворот головки, необходимо вращением гайки на штифте вытянуть штифт и освободить головку от нулевой фиксации. Затем ослабить затяжку винтов. После поворота головки винты вновь должны быть затянуты.