
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Консоль широкоуниверсального фрезерного станока модели 6Р82Ш. Стол и салазки 6Р82Ш.
Консоль. Базовым узлом, объединяющим механизмы цепи подач станка, является консоль. В консоли вмонтированы механизм включения быстрого хода, валы и зубчатые колеса, передающие движения винтам поперечной, продольной и вертикальной подач.
На консоли смонтирован в отдельном корпусе механизм включения поперечных и вертикальных подач. Эти механизмы подробно описываются в руководстве по эксплуатации станка.
Стол и салазки. В этих узлах смонтированы механизмы, обеспечивающие продольные и поперечные перемещения стола.
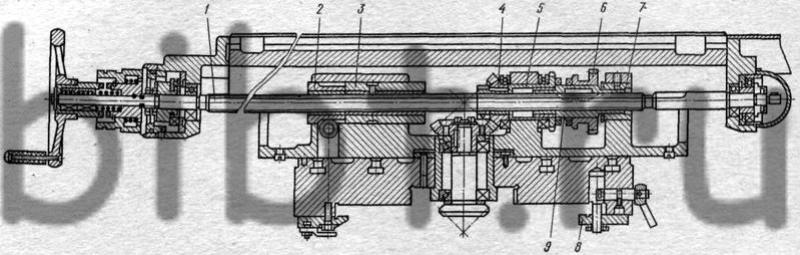
Рис. 68. Стол фрезерного станка модели 6Р82Ш:
1 — ходовой винт, 2 — гайка ходового винта поворотная, 3 — гайка ходового винта неподвижная, 4 — колесо коническое зубчатое, 5 — втулка с зубчатым венцом, 6 — муфта кулачковая, 7 — втулка, 8 — планка, 9 — гильза
Ходовой винт 1 (рис. 68) вращается через скользящую шпонку гильзы 9, смонтированной во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 яри сцеплении ее с кулачками втулки 5, связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка.
Гайки 2 и 3 ходового винта расположены в левой части салазок. Гайка 3 закреплена в корпусе салазок неподвижно, гайка 2 выполнена поворотной. На ней имеется зубчатый венчик для сопряжения с червяком валика 2 (рис. 69). Это сделано для регулировки зазора в резьбовых соединениях гаек 2 и 3 и ходового винта 1 (рис. 68).
При повороте гайки 2 относительно гайки 3 резьбовые поверхности их смещаются, поэтому зазор в резьбовом соединении гаек и винта надо выбирать.
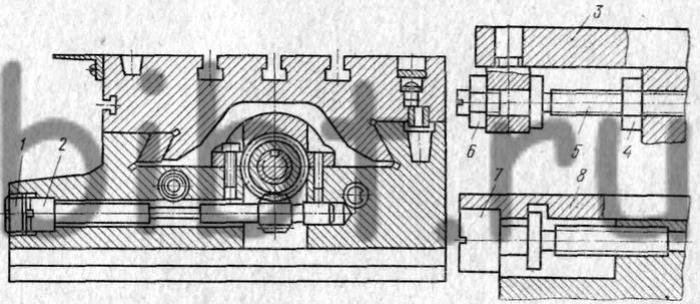
Рис. 69. Регулирование зазоров в ходовом винте и направляющих стола и салазок фрезерного станка:
1, 4, 6 — гайки, 2 — валик с червяком, 3 — клин стола, 5, 7 — винты, 8 — клин салазок
Регулировку зазора необходимо осуществлять следующим образом: ослабить гайку 1 (рис. 69) и отверткой повернуть валик 2. Затем поворотом маховичка 17 продольного хода стола (см. рис. 54) проверить, легко ли вращается маховичок, нет ли заклинивания между винтом и гайкой, особенно на том участке, который необходим для рабочего хода. Как только регулировка осуществлена, положение валика 2 (см. рис. 69) фиксировать затяжкой гайки 1.
Стол соединен с ходовым винтом 1 (см. рис. 68) при помощи кронштейнов и упорных подшипников. При монтаже винта необходимо обеспечить его растяжку между подшипниками усилием 100—125 кгс. Такой предварительный натяг нужен для того, чтобы исключить нежелательную деформацию винта при передаче усилий столу в процессе работы станка. Зазор между направляющими стола и салазок выбирают с помощью клиньев. Регулирование клина 3 стола (см. рис. 69) производят при ослабленных гайках 4 и 6 подтягиванием винта 5. После того как перемещение стола проверено, с помощью маховичка вручную гайки 4 и 6 следует затянуть.
Салазки перемещаются по направляющим консоли. Зазор в направляющих выбирают с помощью клина 8 и винта 7. Салазки в режиме рабочих подач перемещаются реже, чем стол. Чаще перемещение салазок осуществляется как установочное, после чего их крепят к горизонтальной плоскости направляющих консоли планкой 8 (см. рис. 68) и рукояткой 31 (см. рис. 54).