
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Система смазки широкоуниверсального фрезерного станока модели 6Р82Ш. Система охлаждения инструмента станока модели 6Р82Ш.
Система смазки. Нормальная работа станка возможна при условии обеспечения достаточной смазки всех трущихся поверхностей.
В современных станках смазка механизмов станка осуществляется централизовано. Это не избавляет рабочего от необходимости постоянно следить за работой системы смазки, вовремя пополнять смазкой резервуары, менять смазку, отработавшую срок службы, прекращать работу на станке, если система смазки отказала в работе. Кроме этого на станке имеются места, которые необходимо смазывать вручную.
На станке имеются три независимых централизованных системы смазки:
зубчатых колес, подшипников коробки скоростей и коробки переключения скоростей;
зубчатых колес, подшипников коробки подач, консоли, салазок, направляющих консоли, салазок и стола;
зубчатых колес и подшипников коробки скоростей хобота.
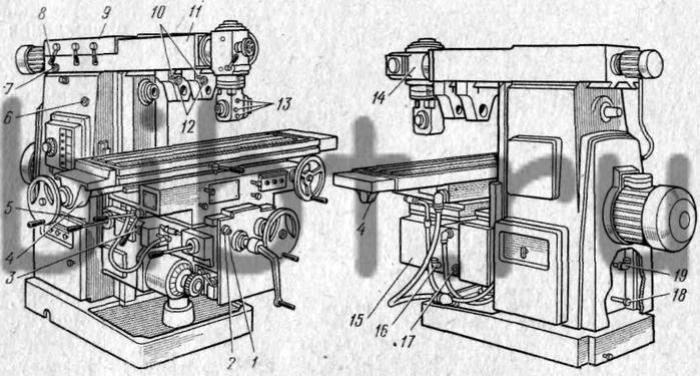
Рис. 70. Система смазки станка модели 6Р82Ш:
1 — кнопка смазки стола, салазок и механизмов привода продольного хода, 2 — кнопка смазки направляющих консоли, 3 - маслоуказатель смазки коробки подач и консоли, 4-точки смазки опор винта шприцеванием, 5 — маслоуказатель уровня масла в резервуаре, 6-маслоуказатель системы смазки коробки скоростей, 7 - отверстие для слива масла из хобота 8-маслоуказатель системы смазки коробки скоростей хобота, 9 - отверстие для залива масла в хобот, 10 - отверстия для залива масла в серьги, 11, 13, 14 -точки смазки шприцеванием 12 — маслоуказатель системы смазки подшипников серьги, 15 — маслоуказатель (на рис не показан), 16 -угольник для залива масла в резервуар консоли, 17- маслоуказатель системы смазки коробки подач и консоли, 18 - патрубок для слива масла из резервуара станины, 19 — угольник для залива масла в резервуар станины
Система смазки станка представлена на рис. 70. Масляный резервуар и насос смазки первой системы находятся в станине. Масло в резервуар заливается через угольник 19 до середины маслоуказателя, находящегося на левой стенке станины. Масло сливается через патрубок 18. Контроль за работой системы смазки коробки скоростей осуществляется маслоуказателем 6.
Масло в резервуар хобота заливается через отверстие 9, закрытое пробкой в верхней части хобота. Масло в резервуар заливается до середины маслоуказателя 8. Масло из резервуара хобота сливается через отверстие 7.
Смазка деталей коробки скоростей хобота осуществляется разбрызгиванием. Смазка подшипников поворотной и наклонной головок производится шприцеванием через точки 14, 13 и 11.
Масляный резервуар и насос смазки узлов, обеспечивающих движения подачи, расположены в консоли. Масло в резервуар заливается через угольник 16 до середины маслоуказателя 17. Масло из консоли сливается через отверстие, закрытое пробкой в нижней части консоли с левой стороны. Контроль за работой системы смазки коробки подач и консоли осуществляется маслоуказателем 3. Если в окошко маслоуказателя видно, что из подводящей трубки масло поступает каплями или струйкой и заполняет ниши указателя, это значит, что система смазки работает нормально.
Направляющие стола, салазок, консоли, механизмы привода продольного хода, расположенные в салазках, смазываются периодически. Для смазки направляющих консоли необходимо нажать кнопку 2, а для смазки направляющих салазок, стола и механизмов привода продольного хода —кнопку 1.
Достаточность смазки оценивается по наличию смазки на направляющих. Смазку необходимо осуществлять не реже двух раз: в начале и в середине смены в течение 15—20 с.
Смазку подшипников — опор винта продольной подачи —необходимо осуществлять шприцеванием через точки 4. Смазка подшипников серьги —капельная. Масло заливается через отверстия 10 до середины маслоуказателя 12. Если на поверхность скольжения поступает одна капля масла через 2—3 мин, это значит, что смазка нормальная. В начальный период эксплуатации нового станка рекомендуется менять масло первый раз через 15 дней, второй —через 30 дней, а далее —через каждые 3 месяца.
Шприцевание подшипников осуществляется густой смазкой примерно один раз в месяц.
Периодичность смазки различных узлов, сорт смазки, нормы расхода смазки и другие данные приводятся в руководстве по эксплуатации станка.
Система охлаждения инструмента (рис. 71). При обработке стальных деталей инструментом из быстрорежущей стали применяется охлаждение инструмента. Резервуаром для охлаждающей жидкости служит внутренняя полость основания станка. Эмульсию в основание заливают через решетчатую крышку, установленную в корыте основания.
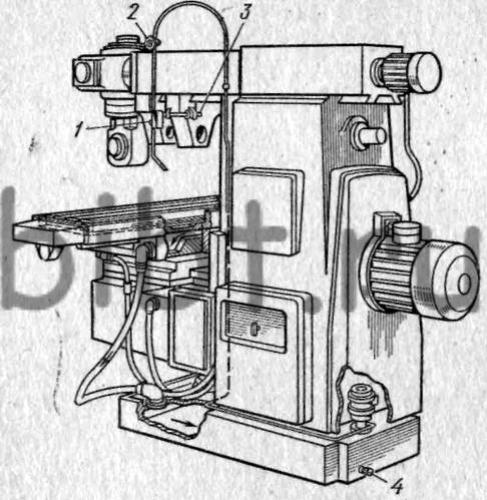
Рис. 71. Система охлаждения режущего инструмента на фрезерном станке:
1 — гайка крепления сопла по высоте, 2 — кран подачи эмульсии, 3 — гайки крепления сопла на хоботе, 4 — патрубок слива эмульсии
Эмульсия из резервуара подается насосом в зону резания по гибким трубам и соплу. Сопло устанавливается в зоне резания таким образом, чтобы эмульсия захватывалась режущими кромками инструмента. Сопло на станке крепится зажимным устройством, закрепленным на направляющих хобота. Для перемещения устройства вдоль хобота необходимо ослабить гайку 3. Для того чтобы сопло повернуть или установить по высоте, следует ослабить гайку 1. Подачу эмульсии регулируют краном 2. Эмульсия из зоны резания стекает по пазам ствола в корыто, затем через отверстие — в канал салазок. Из салазок по гибкому шлангу эмульсия отводится в основание станка.