
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Координатная записка. Пример разметки координат отверстий.
На рис. 110 указаны размеры обрабатываемой детали. Допустим, что при совмещении оси шпинделя с точкой О, представленной как пересечение осей X—X и У—У, на шкалах перемещения стола получим для продольного перемещения размер 150 мм и для поперечного перемещения 200 мм. Для совмещения оси шпинделя с центром отверстия 1 требуется переместить стол по оси X—X на размер 50 мм, а по оси Y—Y на, 25 мм. Допустим, что на нашем станке линейки отсчета устроены так, что перемещение по оси X—X приводит к увеличению размера отсчета, а по Y—Y к уменьшению. Тогда стол в продольном направлении потребуется переместить на размер 200 мм, а в поперечном — на размер 175 мм. Для отверстия, обозначенного цифрой 3, соответственно в продольном направлении— на размер 325 мм, а в поперечном — на размер 150 мм.
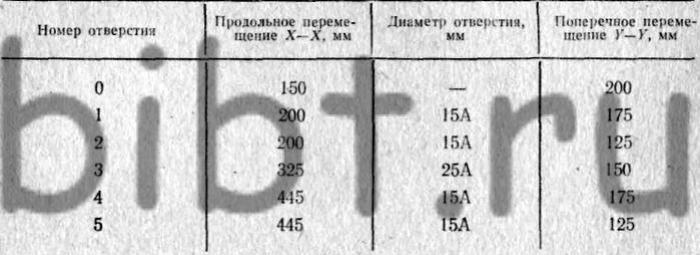
В данном случае запись координат может иметь вид, представленный в табл. 23. Такая таблица входит в состав координатной записки.
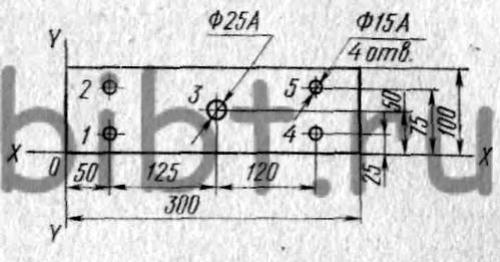
Рис. 110. Пример разметки координат отверстий:
1, 2, 3, 4, 5 — обрабатываемые отверстия
Таблица 23 Таблица координат
В координатную записку включается дополнительно: номер чертежа детали, дата составления записки, все исходные данные для расчетов, а также и сами расчеты. Расчеты должны быть выполнены аккуратно, чтобы в любое время их можно было проверить или использовать в последующей своей работе. Координатная записка составляется не только перед тем, как приступить к сверлению или расточке, но и перед такими операциями, как фрезерование пазов на изделиях типа реек, обработка сложных корпусных деталей, обработка шаблонов с криволинейным профилем, иначе говоря, во всех случаях, когда необходимо осуществить точные перемещения.
После того, как составлена координатная записка, можно приступить к подготовке и установке на станок соответствующего инструмента.
Подготовка и установка инструмента связаны с операциями выверки его и настройки. Например, при подготовке расточного патрона на определенный размер требуется по индикатору, шаблону или по концевым мерам установить резец в патроне. Это не исключает в процессе расточки сделать вначале пробный проход, замерить получившееся отверстие и только после этого настроиться на окончательный размер. Начав окончательный проход, вновь проверить получающийся размер отверстия и, убедившись в его правильности, продолжить работу.
Ниже будут рассмотрены наиболее типичный порядок переходов обработки отверстия и применяемые при этом инструменты.