
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Точная установка заготовки на столе станка.
Способ установки детали центроиcкателем с индикатором показан на рис. 109. Деталь слегка закрепляется к столу прихватами. Ножка центроискателя 4 подводится к боковой поверхности детали 3 с натягом около 0,5 мм. Вертикальным перемещением шпинделя 1 проверяется перпендикулярность боковой поверхности к столу 2. Если поверхность неперпепдикулярна, необходимо исправить установку детали с тем, чтобы неперпенднкулярность вертикальной плоскости детали к поверхности стола была устранена.
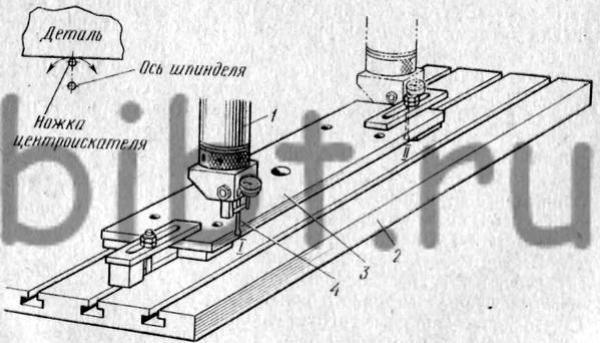
Рис. 109. Точная установка детали на столе центроискателем с индикатором: 1 — шпиндель. 2 — стол. 3— деталь, 4 — ножка центроискателя. I, II — контрольные точки
Покачивая центроискатель поворотом относительно оси шпинделя находят наибольшее отклонение стрелки индикатора и сов-мешают стрелку с нулем. Перемещая стол с закрепленном деталью, следят за показанием индикатора и легкими ударами деревянного молотка по детали добиваются того, чтобы показания индикатора в крайних (контрольных) точках I и II были одинаковыми, после чего деталь закрепляют окончательно. Этим заканчивается выверка и закрепление детали на станке. Затем необходимо установить ось шпинделя относительно выверенной поверхности заготовки. Для этого используется оправка-центро-искатель (см. рис. 99).
Оправку устанавливают хвостовиком в коническое отверстие шпинделя, а цилиндрическая поверхность подпружиненного кольца вводится в контакт с поверхностью детали при вращающемся шпинделе. Диаметр цилиндрической части калибра равен 20 мм, следовательно, расстояние оси шпинделя до поверхности детали при полном устранении биения подпружиненного кольца составит 10 мм. После этого вращение шпинделя следует выключить и шпиндель переместить вверх, а стол в сторону шпинделя на 10 мм. При этом ось шпинделя совместится с краем детали. Этот размер надо прочитать по отсчетному устройству. Если размер получился дробным, шкалу точного отсчета следует сместить до ближайшего округленного значения и этот размер записать. При дальнейшей работе шкалу оптического отсчета смещать уже нельзя.
Аналогичным образом следует поступить при установке оси шпинделя относительно торцовой поверхности детали. После того как шпиндель будет поднят вверх, а стол будет перемещен на 10 мм в сторону шпинделя, следует этот размер записать. Если это положение сохранить, а затем передвинуть стол в положение первого замера, угол детали окажется совмещенным с осью шпинделя. Это можно проверить микроскопом-центроискателем. Устанавливая визирный угольник с риской относительно одной стороны детали, а затем относительно другой, можно увидеть, что каждый раз риска совмещается с центром поля, наблюдаемого в микроскопе. Если такого совпадения нет, следует продолжить регулировку, устранить обнаруженную ошибку и внести поправки в записанные значения исходного положения оси шпинделя.
Записанные исходные данные являются отправными для определения координат отверстий, которые предстоит выполнить на детали. Чтобы в процессе работы каждый раз не производить пересчеты чертежных размеров в размеры требуемых перемещений, расточник заранее должен составить таблицу всех перемещений относительно исходного положения на станке.
Составление таблицы требует большого внимания, иногда уменья решать геометрические и тригонометрические задачи.
Рассмотрим случай, не требующий сложных расчетов.