
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Использование поворотного стола при обработке детали с двух противоположных сторон.
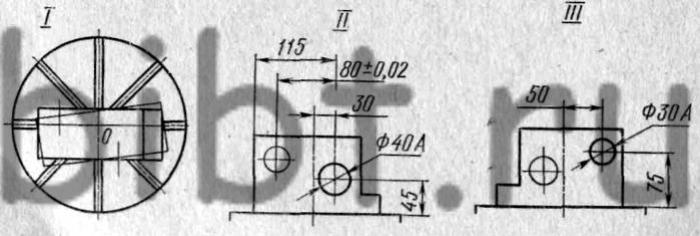
Рис. 127. Схема установки детали на поворотном столе:
I — вид в плане. II — определение координат отверстий с одной стороны. III — определение координат отверстии при повороте стола на 180°.
На рис. 127, I показано размещение детали на поверхности планшайбы поворотного стола. Первоначальное положение детали перед закреплением может быть произвольным. Оно показано штрихпунктирными линиями. Затем с помощью индикаторов или центроискателей деталь выверяется таким образом, чтобы ее поверхности правильно расположились относительно перемещений, осуществляемых на станке. При выверке детали на поворотном столе отпадает необходимость смещения детали относительно поверхности планшайбы (как это делалось при установке детали на рабочей поверхности стола станка). Для того чтобы деталь заняла нужное положение, достаточно планшайбу повернуть в требуемом направлении. После выверки детали следует зафиксировать нулевое положение шкалы отсчета поворота.
Рассмотрим случай, когда на обрабатываемой детали требуется обработать два несквозных отверстия (рис. 127, II—III). Размером 115 определено положение отверстия Ø 40А относительно боковой стороны детали. На противоположной стороне детали пунктиром показано второе отверстие Ø 30А, которое необходимо обработать, выдержав размер 80±0,02 между осями двух отверстий.
Поскольку ось планшайбы относительно оси шпинделя станка зафиксирована, пользуясь центроискателями, можно определить расстояние от боковой плоскости детали до оси поворота планшайбы, а затем и координату расположения оси отверстия Ø 40А относительно оси поворота планшайбы (30 мм).
После того как отверстие Ø 40А будет обработано, необходимо произвести поворот планшайбы стола относительно оси О на 180°. В этом случае деталь займет положение, изображенное на рис. 127,III. Координата отверстия относительно оси поворота планшайбы окажется равной 50 мм. Поскольку координаты осей отверстий определены относительно оси поворота планшайбы, их необходимо выразить в величинах перемещений подвижных частей станка соответственно имеющимся на станке шкалам отсчета. Поэтому для работы следует составить координатную записку, а при обработке отверстий применить инструмент и такой порядок его использования, которые соответствовали бы требуемой точности.
Если деталь (рис. 127) нужно обработать на инструментальном фрезерном станке, необходимо использовать горизонтальный поворотный стол, укрепленный на угловом столе станка. Обработка отверстий в этом случае должна производиться инструментом, установленным в горизонтальный шпиндель станка.
На координатно-расточном станке для обработки детали применяют универсальный поворотный стол, а плоскость планшайбы устанавливают в вертикальное положение.