
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 6. НАНЕСЕНИЕ ШТРИХОВ
Для отсчета точных перемещений служат линейки 1 с нониусами 2 (рис. 133, а) или круговые шкалы-лимбы 1 с нониусами угловых перемещений 2 (рис. 133,б).
Штрихи на линейки, лимбы и нониусы наносятся многими способами: строганием, травлением, гравированием, печатанием и т. д. На координатно - расточных станках риски наносятся методом строгания. Примеры нанесения штрихов на координатно-расточных станках показаны на рис. 134.
На рис. 134, а показана обработка штрихов на линейке. Масштабная линейка 4 (обрабатываемая деталь) закреплена на угольнике. Между прижимами 2 и обрабатываемой деталью устанавливается точная вспомогательная линейка 1, назначение которой — прижать обрабатываемую деталь к угольнику 3 без коробления.
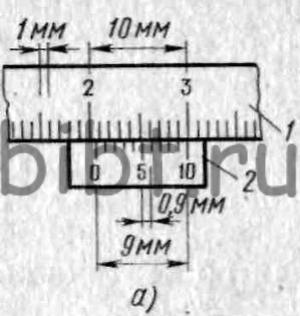
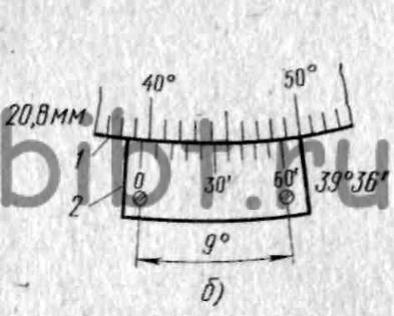
Рис. 133. Шкалы линейных и угловых перемещений
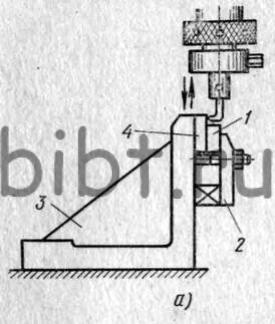
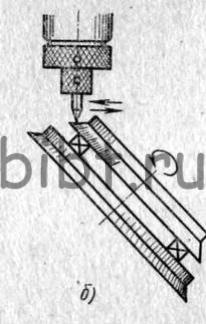
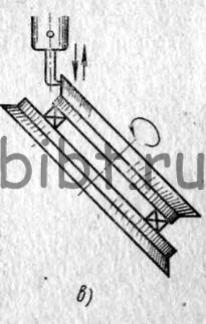
Рис. 134. Примеры нанесения штрихов на координатно-расточных станках:
а — строгание штрихов на линейке за счет возвратно-поступательного перемещения резца, закрепленного в невращающемся шпинделе, б — строгание штрихов на лимбе за счет возвратно-поступательного перемещения стола при неподвижном резце, закрепленном на шпинделе, в — вариант строгания штрихов на лимбе
Обрабатываемая деталь, поверхность которой должна быть выполнена очень тщательно, выставляется строго параллельно оси шпинделя и движению стола. В шпиндель вставляется специальный строгальный резец. Резец имеет у вершины площадку по ширине на 20—25% меньше, чем ширина обрабатываемого штриха. Вершина штриха выставляется строго параллельно относительно поверхности обрабатываемой детали.
Резание осуществляется перемещением не вращающегося шпинделя вниз. Чтобы резец при обратном ходе не терся об обрабатываемую деталь, применяют специальные суппорты. Суппорты иногда имеют упоры, которыми настраивают длину обрабатываемого штриха.
Обрабатываемая деталь может крепиться на поверхности стола. Тогда шпиндель по вертикали не перемещается, а строгание осуществляется за счет перемещения стола (рис. 134, б). Если лимб установлен так, как это показано на рис. 134, в, то требуется перемещение шпинделя по вертикали. От выбора способа строгания зависит конструкция резца.
При рабочем движении по вертикали резец имеет отогнутую-головку, характерную для долбежных резцов; такой способ строгания называется долблением.
Выполнение штрихов на линейках и лимбах относится к работам высшего класса точности, поэтому обрабатываемые детали должны быть тщательно предварительно обработаны. Выверка и установка детали на станке должны производиться с максимальной точностью. Заусенцы с обрабатываемой детали должны удаляться с предельной предосторожностью палочкой из дерева твердых сортов. Строгальные резцы должны храниться завернутыми в вату и в папиросную бумагу, на которой надписывается размер ширины вершины резца.
Среди работ, выполняемых на координатно-расточных станках, можно отметить нанесение штрихов на стеклянных шкалах. Перед обработкой штрихов на поверхность стекла наносится тонкий слой воска, являющийся противокислотным покрытием. Обработка на станке сводится к соскабливанию воска со стекла в местах, где должны быть штрихи. После этого стеклянная линейка подвергается протравливанию плавиковой кислотой. В тех местах, где слой воска снят, плавиковая кислота оставляет углубление. Крепление стеклянных шкал, их выверка на станке и, наконец, обработка имеют свою специфику. Особенности этой операции изложена в книге П. М. Табакова, Л. Н. Делюкина «Работа на координатно-расточных станках». Лениздат, 1974.