
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>§ 5. ПРОФИЛИРОВАНИЕ
Профилирование представляет собой снятие припуска расточным резцом методом многократных проходов.
На рис. 132, а изображена поверхность, полученная в результате профилирования. Перед профилированием ось шпинделя совмещается с кромкой вертикальной поверхности, затем деталь отводят на величину радиуса обработки. Убедившись в правильности расположения детали относительно оси шпинделя, устанавливают в шпиндель резец, включают вращение шпинделя и его вертикальную подачу.
Резец, настроенный на радиус R, перемещаясь вдоль оси шпинделя I-I, в точке O1 оставляет на поверхности детали радиусное углубление. Затем шпиндель возвращают в исходное положение. Пользуясь отсчетными устройствами станка, деталь перемещают таким образом, чтобы ось шпинделя I-I совместилась с точкой O2, после чего процесс повторяется. Затем следует совмещение оси шпинделя с точкой O3, O4 и т. д. до полной обработки детали. В результате на обработанной поверхности детали остаются гребешки Н.
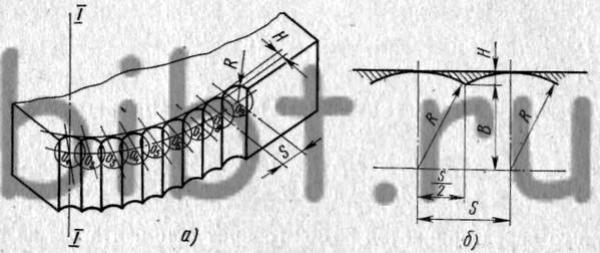
Рис. 132. Профилирование: a —характер поверхности при профилировании, б —расчетная схема для определения величины гребешка H; R — радиус лунки, образуемой резцом, S — шаг профилирования, H — высота гребешка
После обработки гребешки зачищаются напильником или абразивным брускам.
Величина гребешков зависит от величин шага S и радиуса обработки R. Величину гребешка Н можно определить из геометрического построения, приведенного на рис. 132, б, и вычислить по формуле

где R — радиус окружности, описываемой вершиной резца, мм; S — шаг профилирования, мм.
Пример. При R = 6 мм и S=1 мм определить H.
Решение.

Профилированием могут быть точно обработаны боковые поверхности деталей, ограниченные плоскостями, но главное применение метода— обработка криволинейных поверхностей шаблонов, кулачков и других сложных деталей.
Расчеты координат оси шпинделя для криволинейных траекторий могут быть очень сложными и трудоемкими. Поэтому расчеты производятся вычислительными машинами.