
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Требования техники безопасности при работе на металлообрабатывающих станках.
Металлообрабатывающие станки - основной вид производственного оборудования машиностроительных заводов.
Общие требования безопасности, предъявляемые к металлообрабатывающим станкам, определены ГОСТ 12.2.009-75, а дополнительные требования, вызванные особенностями их конструкции и условий эксплуатации, указываются в нормативно-технической документации на станки.
Защитные устройства, ограждающие зону обработки, должны защищать работающего от отлетающей стружки и смазочно-охлаждающей жидкости (СОЖ). Конструкция защитных устройств не должна ограничивать технологических возможностей станка и вызывать неудобства при работе, уборке, наладке, а при открывании - не загрязнять пола смазочно-охлаждающей жидкостью (рис. 110, 111). Во всех случаях крепление защитных устройств должно быть надежным и не допускать самооткрывания.
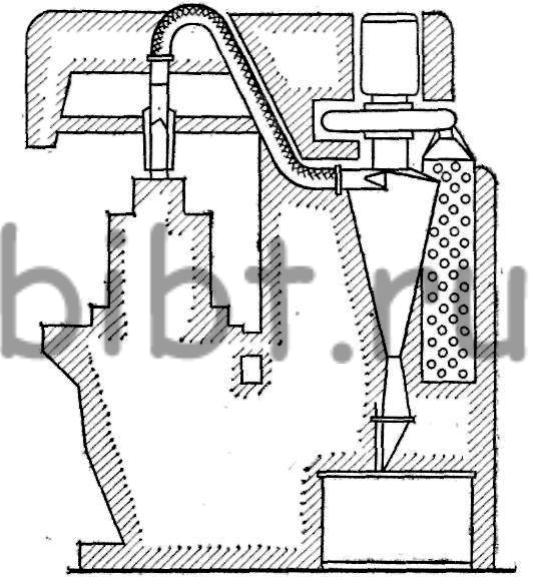
Рис. 110. Оборудование фрезерного станка для удаления из зоны резания стружки и пыли
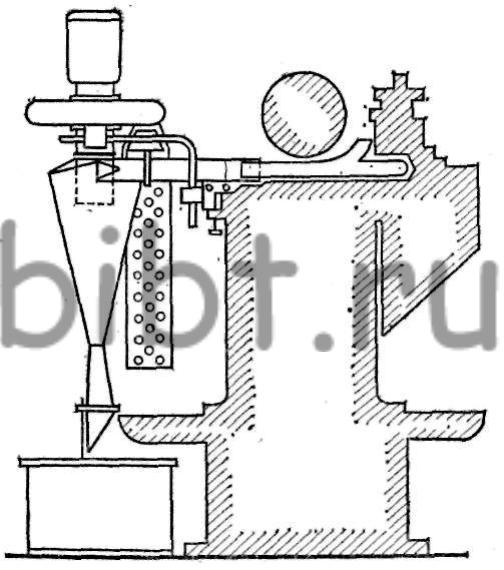
Рис. 111. Оборудование токарного станка для удаления из зоны резания стружки и пыли
Автоматы и полуавтоматы оборудуют автоматической блокировкой, не допускающей включение рабочего цикла при открытом защитном кожухе, если это может привести к травмированию. Поверхности защитных кожухов, как и самих станков, органов управления, станочных принадлежностей и приспособлений, не должны иметь острых краев и заусенцев, которые могут травмировать работающего.
Органы управления станками, которые обслуживаются сидя, располагаются на высоте не ниже 500 мм и не выше 1400 мм от уровня пола (площадки), а при обслуживании стоя соответственно 500 и 1700 мм. Ножные педали органов управления должны иметь рифленую рабочую поверхность (размером не менее 220 X 80 мм, с расположением верхнего конца над полом не выше 100 мм), перемещающуюся в пределах 45-70 мм. Усилие перемещения должно быть не менее 25 Н и не более 40 Н.
Усилия на рукоятках и рычагах (маховичках) органов управления при постоянном ручном управлении не должно превышать 40 Н, для фрикционных муфт главного привода в начале и конце перемещения - 80 Н. Усилия на рукоятках и рычагах (маховичках), включаемых не более пяти раз в смену, не должны превышать 160 Н, включаемых не более 25 раз - 80 Н. Требуемое усилие рывка на различного рода зажимных рычагах и рукоятках в моменты конца зажима или начала разжима не должно превышать 500 Н. Для перемещения задней бабки усилие в момент трогания не должно превышать 320 Н. При необходимости большего усилия надлежит предусматривать устройство, облегчающее перемещение бабки.
В универсальных токарных и токарно-револьверных станках, предназначенных для обработки заготовок диаметром до 500 мм, время остановки шпинделя с патроном (без закрепленной заготовки) после выключения не должно превышать 5 с, а в станках для обработки заготовок диаметром до 630 мм - 10 с. Это время для сверлильных станков не должно превышать 3 с, для расточных станков - 6 с, для универсально-фрезерных - 5 с.
В зубообрабатывающих станках автоматическое выключение движения инструмента и элементов кинематической цепи по окончании цикла обработки заготовки должно происходить за время не более: для зубошевинговальных, зубохонинговальных и зубонакатных станков - 5 с; для зубошлифовальных станков, работающих конусным, профильным, абразивным кругом, - 30 с; для зубошлифовальных станков, работающих червячным кругом, - 40 с.
Сборочные единицы и детали массой более 16 кг должны иметь специальные устройства в виде приливов, отверстий, рым-болтов и т. д., предназначенные для безопасного подъема и перемещения их во время монтажа, демонтажа и ремонта оборудования.
На станках или автоматических линиях для установки заготовок массой более 8 кг, а также инструментов и приспособлений массой более 20 кг устанавливают подъемные устройства индивидуального типа. Подъемное устройство должно удерживать груз в любом положении, даже в случае неожиданного прекращения подачи электроэнергии, масла, воздуха. Для установки заготовок массой более 250 кг надлежит использовать внутрицеховые подъемные средства.
К отдельным станкам стандартом обусловлены дополнительные требования безопасности.
Для токарных станков толщина материала защитного устройства увеличивается при обработке заготовки со скоростью резания более 5 м/с не менее чем в два раза. Смотровые окна в защитных устройствах (экранах) должны изготавливаться из прозрачного специального материала в несколько слоев общей толщиной не менее 10 мм.
Прутковые токарные автоматы и прутковые револьверные станки надлежит по всей длине прутков снабжать ограждениями, имеющими шумопоглощающие устройства.
Продольно-строгальные станки должны иметь тормозные и упруго-ограничительные устройства, предотвращающие опасность при выбросе стола, в случае выхода его из зацепления с приводным элементом.
В абразивно-отрезных станках необходимо предусматривать возможность присоединения к ним индивидуальных отсасывающих устройств для удаления продуктов резания из рабочей зоны.
Шлифовальные станки должны иметь повышенную надежность крепления защитного кожуха, обеспечивающую удержание его на месте в случае разрыва круга.
Круглошлифовальные станки, работающие со скоростью круга 60 м/с и выше, должны иметь зону обработки (обращенную к рабочему), полностью закрытую защитным устройством. Защитный кожух и его смотровое окно оборудуются в соответствии с требованиями к скоростному резанию.
Ленточные пилы для резания металла ограждают так, чтобы открытой оставалась только рабочая часть пилы. Ограждение огибает шкивы, по которым проходит лента, при этом шкивы дополнительно ограждают с боковых сторон.
У станков строгального типа ограждаются зоны движения стола или ползуна, выходящих за габариты станка. Ограждение может быть выполнено в виде барьера или другого устройства, преграждающего доступ работающих в эту зону.
Для быстроходных продольно-строгальных станков обязательны тормозящие и ограничивающие движение стола устройства для предотвращения выброса стола (платформы) при выходе его из зацепления. Механизмы подачи, реверсивный механизм для перемены хода, промежутки между стойками и столом ограждают щитами.
При резке листового металла на гильотинных ножницах возможно попадание рук рабочего между режущими кромками. Во избежание этого нижнюю кромку ножниц соединяют со столом и неподвижной предохранительной линейкой, не допускающей попадания пальцев работающего под нож и прижимное устройство. Конструкция ножниц такова, что исключена возможность самопроизвольного опускания верхнего ножа.
При резании заготовок на ленточных и круглых пилах необходимо устройство подающих приспособлений, устраняющих возможность повреждения пальцев рабочего.
На станках сверлильного типа обрабатываемые изделия устанавливают и закрепляют в тиски, кондукторы и другие приспособления, надежно укрепленные на столе или плите станка. Механизм крепления патронов должен обеспечивать надежный зажим и точное центрирование инструмента.