
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Линии ОК502 для склеивания отрезков древесины на зубчатый шип. Склеивание деталей в щит в ваймах.
Склеивают бруски по длине на зубчатый шип на линии ОК502 (рис. 57), состоящей из ряда последовательно расположенных агрегатов. На шипорезном станке 1 зарезаются зубчатые шипы, на прессе 2 на них наносится клей, отрезки соединяются и сжимаются, после чего на торцовочном станке 3 длинные бруски торцуются на требуемую длину. Полученные отрезки через приемный стол 4 поступают на конвейер 5, где они укладываются в стопу и выдерживаются до полного схватывания клея. На линии можно склеивать бруски длиной 250...1200, шириной 50...150 и толщиной 40...85 мм. Производительность линии - до 5 м/мин.
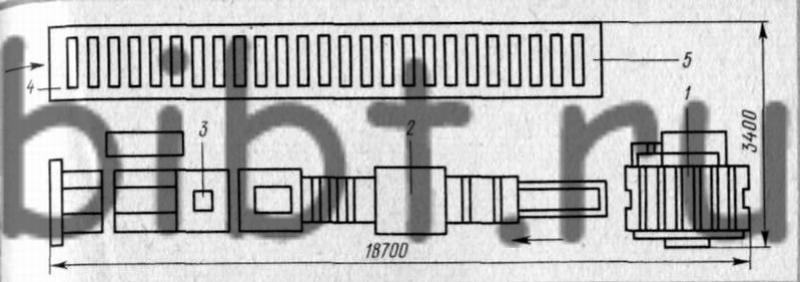
Рис. 57. Схема линии ОК502 для склеивания отрезков древесины на зубчатый шип: 1 -шипорезный станок, 2 - пресс, 3 - торцовочный станок, 4 - стол для приема склеенных заготовок, 5 - конвейер
Доски, бруски при малых объемах производства склеивают пластями или кромками в струбцинах, хомутах, ваймах. Процесс склеивания состоит из подготовки заготовок (раскрой, обработка поверхности под склеивание), склеивания их пластями, кромками, выдержки для схватывания клея, обработки после склеивания.
Технологический процесс изготовления клееных щитов включает сушку пиломатериалов, раскрой пиломатериалов по длине и ширине на круглопильных станках, фугование (продольное фрезерование) пласти и кромки на фуговальном станке, намазывание кромок клеем, склеивание реек в щиты в ваймах, технологическую выдержку, необходимую для схватывания клея, фрезерование плоскостей щита на рейсмусовом станке, обрезку щита в размер на круглопильном станке. Узкие щиты можно склеивать в струбцинах.
Рейки (детали), подлежащие склеиванию, выравнивают по длине и устраняют провесы между пластями, подбирают по толщине и собирают в пакет. Собранные в пакет детали со стороны кромки намазывают клеем, после этого детали раскладывают на ваймах так, чтобы намазанная кромка стыковалась с сухой.
При запрессовке следят за тем, чтобы щит не выпучивался и не имел перекосов. Проверяют это линейкой по диагонали и поперек щита; правильность угла проверяют угольником. После проверки рейки (детали) зажимают окончательно клиньями и выдерживают до полного схватывания клея в ваймах (рис. 58).
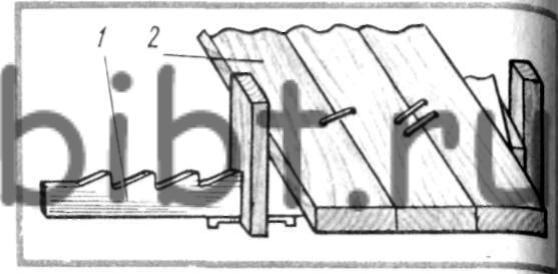
Рис. 58. Склеивание деталей в щит в ваймах:
1 - вайма, 2 - деталь
На крупных предприятиях щиты дверей склеивают и облицовывают в прессах с винтовыми, пневматическими или гидравлическими зажимами, а также на линиях.
Бруски коробок (дверей) по ширине склеивают на линии ДВ504, состоящей из торцовочного и клеенамазывающих станков, пресса с обогревом токами высокой частоты (ТВЧ), транспортного устройства, траверсной тележки, торцовочного станка, дробилки, напольного конвейера. Линия предназначена для подачи раскроенных реек, вырезки дефектов у реек, нанесения дозированного количества клея, формирования непрерывной ленты бруска из реек, склеивания в прессе с обогревом в зоне ТВЧ, раскроя непрерывного бруска на отрезки нужного размера, укладки их в пакеты и передачи для дальнейшей обработки (фрезерования, зарезки шипов).
Склеиваемые поверхности должны быть хорошо очищены, плотно прилегать друг к другу, не иметь пятен краски или масла. Выдержка после нанесения клея на поверхность древесины должна быть не более 1 ч.
Места соприкосновения деревянных элементов (коробок) с бетоном, а также торцы конструкций обрабатывают антисептическими составами.
Прочность клеевого шва должна быть не ниже прочности древесины на скалывание вдоль волокон и на растяжение поперёк волокон.
Толщина брусков и досок, применяемых для склеивания, допускается до 50 мм, а в конструкциях, подверженных увлажнению, - не более 32...40 мм.
При склеивании доски подбирают таким образом, чтобы направление их волокон совпадало.
Элементы конструкций, эксплуатируемых в химической, а также во влажной среде, должны быть склеены на водостойких клеях. Клеевые конструкции должны иметь влагостойкое покрытие (окраску).
Изготовляют клееные элементы специализированных цехах, оборудованных общеобменной вентиляцией, при температуре 18...20°С и относительной влажности воздуха 50...60%. В местах приготовления клеев помимо общеобменной вентиляции устраивают местные отсосы. Рабочие места не должны загромождаться заготовками, деталями, материалами.
Смолу и компоненты для приготовления клея хранят в специальном помещении.
На рабочих местах должна быть вывешена инструкция по безопасной работе с клеями и оборудованием. Рабочие должны быть обеспечены спецодеждой и головными уборами из плотной ткани, резиновыми перчатками, защитными очками, респираторами.
При попадании токсичных веществ на кожу их срочно удаляют салфеткой, чистой тряпкой, смазывают пораженное место вазелином или мазью от ожогов. При попадании токсичных веществ в глаза их надо немедленно промыть под сильной струей воды и срочно обратиться к врачу. Поступающие на работу в цех клееных конструкций рабочие проходят медицинское освидетельствование и инструктаж по технике безопасности.
Контрольные вопросы
1. Какие виды шипов вы знаете? 2. Расскажите о способах соединения щитов. 3. Какие виды клеевых соединений брусков по длине вы знаете? 4. Расскажите об угловых, концевых, серединных соединениях и их применении. 5. В каких соединениях применяются гвозди, шурупы? 6. Расскажите о соединениях на клею и их преимуществах. 7. Расскажите кратко о технологии склеивания древесины. 8. Какие факторы влияют на прочность клеевого соединения?