
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Сборка оконных блоков. Рабочее место для сборки столярных изделий.
Створки, фрамуги, форточки собирают на рабочем столе или в сборочных станках (ваймах). Сначала бруски подбирают, тщательно пригоняя углы и проверяя плотность сопряжении. Шипы и проушины намазывают клеем, после чего бруски соединяют в раму (створку). В углах соединений коловоротом или электросверлилкой со спиральным сверлом выбирают отверстие, в которое вставляют деревянный нагель диаметром 8...10 мм, предварительно намазанный клеем.
Оконные коробки с вгонкой в них переплетов собирают на рабочем месте (рис. 70, а) двое рабочих. Шипы брусков смазывают клеем, бруски собирают и обжимают в сборочном станке конструкции Я. Ерохина.
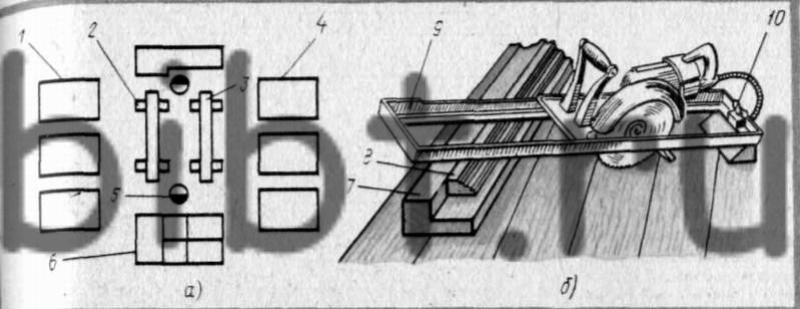
Рис. 70. Рабочее место для сборки столярных изделий:
а - схема организации рабочего места сборки оконных коробок, б - приспособление Я. Ерохина для дисковой пилы; 1 - створки для укладки (вгонки) в коробки, 2 - козлы, 3 - винтовое устройство, 4 - детали коробок, 5 - места столяров-сборщиков, 6 - собранные коробки (блоки), 7 - упорный брусок, 8 - распиливаемая деталь (заготовка), 9 - рама, 10 - шарнирный стопор
Сборочный станок представляет собой металлические козлы 2 высотой 600 и длиной 1600 мм. Сверху расположен металлический швеллер, на котором имеются переставной упор и винтовое устройство. Наличие в швеллере отверстий, расположенных с шагом 100 мм, позволяет устанавливать упор на нужном расстоянии от винтового устройства 3. После сборки проверяют прямоугольность коробки, замеряя ее по диагонали, сверлят в ее углах отверстия и ставят в них деревянные нагели на клею, или металлические крестообразные нагели из цинкоалюминиевых сплавов.
Собранные оконные створки, фрамуги и коробки должны иметь по периметру припуск на дальнейшую обработку до 3...4 мм и по толщине 1 мм для снятия провесов.
По периметру створки и фрамуги обрабатывают после полного схватывания клея в шиповых соединениях. Если обрабатывать их сразу после сборки без выдержки, то клеевое соединение нарушится.
По периметру створки обрабатывают фуганком или электрорубанком, для чего предварительно закрепляют их в верстаке в вертикальном положении. Створки, фрамуги, форточки можно обрабатывать также на фрезерном станке в шаблонах. Значительные провесы в плоскости створок фрамуг, форточек снимают ручным инструментом (рубанком, фуганком), а небольшие - на шлифовальных станках. После обработки по периметру переплеты навешивают на петли в коробки, а затем ставят раскладки, отливы, приборы. Для выполнения этих операций используют верстак, оборудованный приспособлением Я. Ерохина (рис. 70, б) для дисковой пилы.
Приспособление служит для перепиливания раскладок и других деталей под любым углом и представляет собой дисковую электропилу с рамой 9, изготовленной из уголков сечением 30X30X4 мм. Рама длиной 700 мм одним концом прикреплена к шарнирному стопору 10, который вместе с упорным бруском 7 неподвижно закреплен на верстаке. Благодаря стопору рама 9 может поворачиваться под нужным углом к упорному бруску и стопориться.
Чтобы перепилить деталь, раму устанавливают под требуемым углом к упорному бруску, вплотную подвигают к нему деталь и включают дисковую электропилу.
Трудоемкая операция - врезка петель в оконные блоки.