
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Четырехсторонние продольно-фрезерные деревообрабатывающие станки.
Четырехсторонние продольно-фрезерные станки по дереву предназначены для одновременного четырехстороннего плоскостного и профильного фрезерования досок, заготовок, брусков и брусьев. На станке С16-2А обрабатывают детали столярных изделий, шкафов, плинтусы, наличники, на станках С26-2М, С25-2А, С25-ЗА - бруски оконных и дверных коробок, доски для покрытия пола и др.
Четырехсторонний продольно-фрезерный станок (рис. 99) представляет собой чугунную станину 8, на которой расположены стол, механизмы резания и подачи, приводимые в движение от электродвигателей. Механизм резания состоит из двух или трех горизонтальных и двух вертикальных ножевых валов, механизм подачи - из вальцово-гусеничной системы.
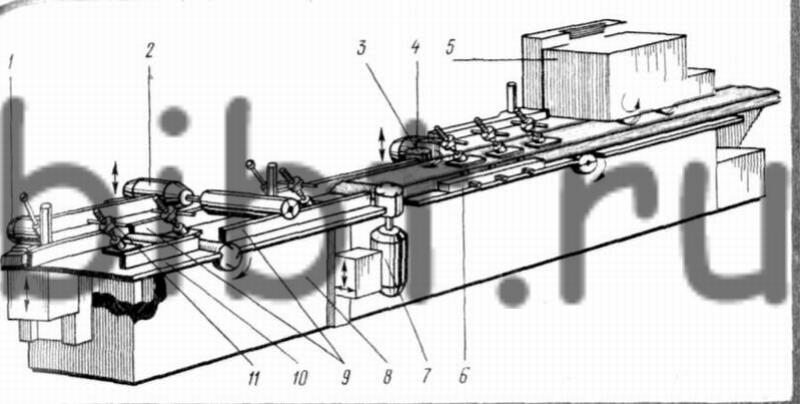
Рис. 99. Четырехсторонний продольно-фрезерный станок по дереву:
1 - суппорт пятого нижнего калевочного шпинделя, 2 - суппорт верхнего горизонтального шпинделя, 3 - правый вертикальный шпиндель, 4 - суппорт нижнего горизонтального шпинделя, 5 - механизм подачи, 6 - прижимное горизонтальное устройство, 7 - суппорт левого вертикального шпинделя, 8 - станина, 9 - направляющие линейки, 10 - опорные плиты, 11 - прижим
До начала работы устанавливают хорошо заточенный инструмент (ножи, фрезы), после чего по образцу детали настраивают подающий механизм, линейки, упоры, прижимы. Прижимные механизмы (ролики, линейки) устанавливают таким образом, чтобы обрабатываемый брусок мог свободно проходить в станок и не вибрировать. Подающие (верхние) валики регулируют так, чтобы при их опускании брусок мог пройти под ними.
После настройки пропускают через станок несколько пробных брусков и, определив, что геометрические размеры правильны и качество обработки соответствует требованиям, приступают к работе. Подают заготовки торец в торец. Короткие заготовки обрабатывают в кратных размерах по длине, а затем торцуют.
Неровная поверхность при фрезеровании получается при вибрации станка и неотрегулированных ножевых валах, выхваты на концах - при обработке изогнутых заготовок и плохой регулировке прижимов, искаженный профиль - при неправильной установке ножей, фрез на вертикальных головках. Несоответствие паза и гребня образуется при неточной установке или заточке фрез. Работать на станке без ограждений запрещается. Чистить, налаживать и регулировать станок на ходу не допускается.
Для обработки древесины на строгальных станках применяют ножи и фрезы. Ножи плоские с прямолинейной режущей кромкой для фрезерования древесины (ГОСТ 6567-75) бывают двух типов: без прорезей (тонкие) толщиной 3 мм и с прорезями (толстые) толщиной 10 мм. Тонкие ножи шириной 25, 32 и 40, длиной 25...1610 мм устанавливают на круглых ножевых валах, головках, а толстые ножи шириной 100, 110, 125, длиной 60...310 мм - на ножевых головках.
До установки ножи должны быть хорошо наточены и отбалансированы. Крепят их к валу, головке равномерно, затягивая болты поочередно от середины к краям.
Различают фрезы насадные и концевые, цельные и составные (набор фрез, скрепленных штифтами). Для обработки столярно-строительных деталей применяют преимущественно фрезы насадные составные. При регулировании одной фрезы относительно другой сохраняются угловые параметры и после заточки профиль остается неизменным. Диаметр фрез 80...180 мм.
Для гладкого фрезерования применяют фрезы дереворежущие насадные цилиндрические сборные (ГОСТ 14956-79) диаметром 80.. 140, высотой 40...260 мм, имеющие четыре вставных ножа.
Для выработки пазов и гребней применяют насадные затылованные фрезы. Этими фрезами выбирают пазы шириной 4...12 мм в досках толщиной 28 и 36 мм.
Для фрезерования прямоугольных продольных и поперечных пазов в древесине и клееной древесине на фрезерных, четырехсторонних продольно-фрезерных станках и автоматических линиях применяют насадные дисковые, пазовые, дереворежущие фрезы с напаянными пластинами (ГОСТ 11291-81). Фрезы бывают двух типов: для продольных пазов и для поперечных пазов с подрезающими зубьями. Фрезы оснащаются пластинами из твердого сплава, либо из быстрорежущей стали. Фрезы выпускаются диаметром 125, 160 и 180 мм, шириной 4...20 мм. Они должны быть хорошо заточены, режущие кромки зубьев фрез должны быть без трещин, завалов, выкрашиваний, заусениц и др.
Для гладкого и профильного фрезерования используют фрезы имеющие 4...8 резцов. Устанавливать фрезы проще и работать с ними безопаснее, чем с ножами.