
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 31. Изготовление оконных блоков с раздельными переплетами.
Изготовление оконных блоков с раздельными переплетами. На рис. 107 приведена примерная схема технологического процесса изготовления оконных блоков с раздельными переплетами. В соответствии с этой схемой предусмотрено использование для производства элементов оконных блоков линий по раскрою пиломатериалов, обработке брусков, зачистке поверхностей и обработке по периметру кромок оконных створок.
Увеличить
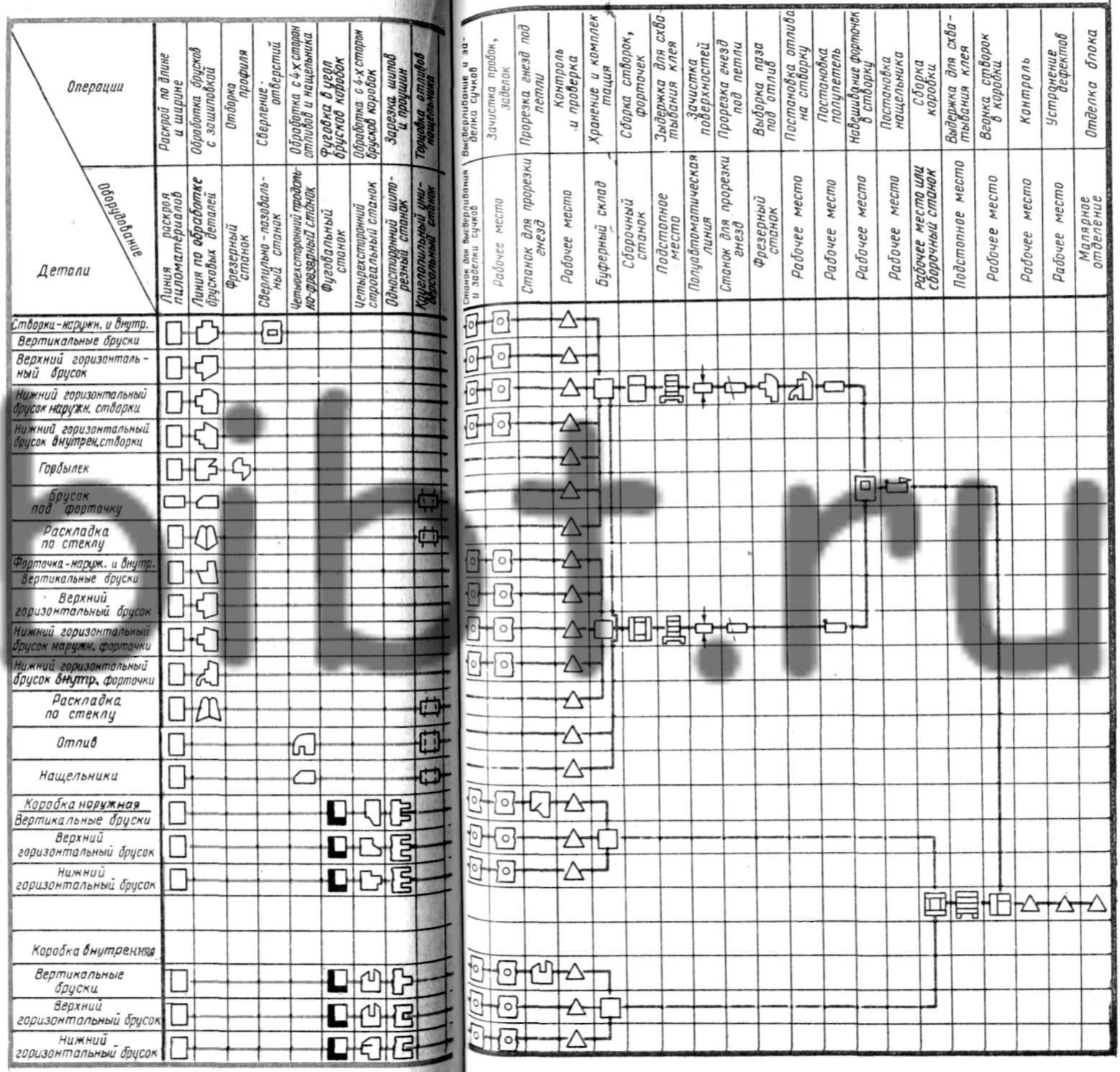
Рис. 107. Примерная схема изготовления оконного блока с раздельными переплетами, равными створками и форточкой
Линия ОК507 (рис. 108) предназначена для раскроя необрезных пиломатериалов на заготовки для брусков створок оконных блоков. Приемным роликовым конвейером штабель пиломатериалов подается к наклонному лифту 1, который поворачивается под углом 45°. Сверху доски поочередно сходят на цепи конвейера, а затем на роликовый конвейер, при этом после освобождения ряда досок под наклоном лифта прокладки соскальзывают на ленточный конвейер, который подает их в накопитель. Двухцепным наклонным конвейером прокладки выносятся из накопителя в специальный контейнер. Доска, попавшая на роликовый конвейер, передается к круглопильному станку 4, на котором производится предварительный поперечный раскрой с вырезкой дефектов. При раскрое необходимо в первую очередь получить наиболее длинные заготовки, так как короткие получаются попутно.
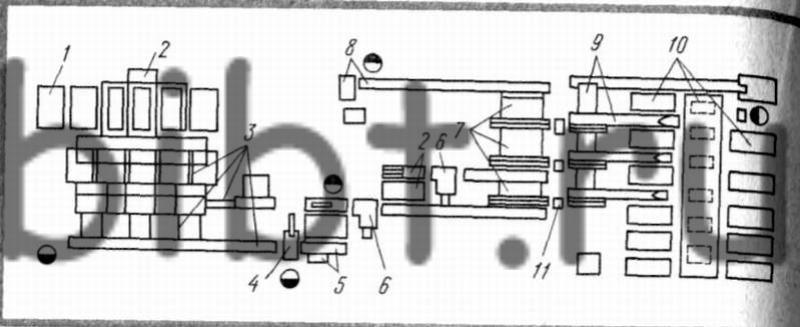
Рис. 108. Схема линии по раскрою необрезных пиломатериалов на бруски створок окон ОК507:
1 - наклонный лифт, 2 - загрузочное устройство, 3 - разборщики, 4 - круглопильный станок для поперечного paскроя, 5 - конвейер, 6 - многопильный станок, 7 - транспортное устройство, 8 - агрегат для деления отходов на отрезки, 9 -разгрузочное устройство, 10 - транспортно-распределительное устройство, 11 - торцовые станки
Доски размечают и раскраивают с помощью светолучевого устройства, состоящего из светильника с лампой мощностью 1 кВт. Полученный после раскроя отрезок доски сбрасывается на поперечный ленточный конвейер, откуда он поступает на приемный стол станка 6. Полученные в результате раскроя бруски попадают на транспортное устройство 7, с которого бруски створок отбираются рабочими для торцовки на станках 10, а немерные бруски и отходы (рейки) подаются к агрегату 8 для деления отходов на отрезки.
На линии можно обрабатывать доски длиной до 6500, шириной 60...400, толщиной 50...63 мм и заготовки длиной 310...2140, шириной 47...70 и толщиной 50..63 мм. Производительность линии - 21 м/мин.
В процессе изготовления деталей окон нужно систематически проверять влажность пиломатериалов. Для этого применяют малогабаритный электронный влагомер ЭВА-5М (рис. 109).
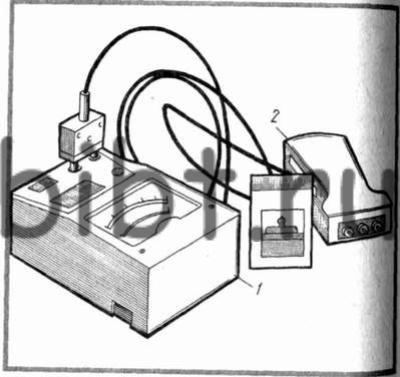
Рис. 109. Малогабаритный электронный влагомер ЭВА-5М для проверки пиломатериалов:
1 - электронно-измерительное устройство, 2 - трехигольчатый преобразователь
Прибор состоит из трехигольчатого преобразователя 2, электронно-измерительного устройства 1 с аккумуляторной батареей и зарядного устройства для зарядки аккумулятора от сети напряжением 220, 127 В и частотой 50 Гц. Влагомером можно измерять влажность древесины в пределах [(7...24)±2,5]%. После раскроя заготовки должны пройти процесс профильной обработки путем фрезерования на линии ОК508 (рис. 110). На этой линии можно обрабатывать бруски длиной 380...2220, шириной 40...42, толщиной 40...61 мм. Производительность линии 900 шт/ч при длине брусков до 1,4 м и 450 шт/ч - более 1,4 м.
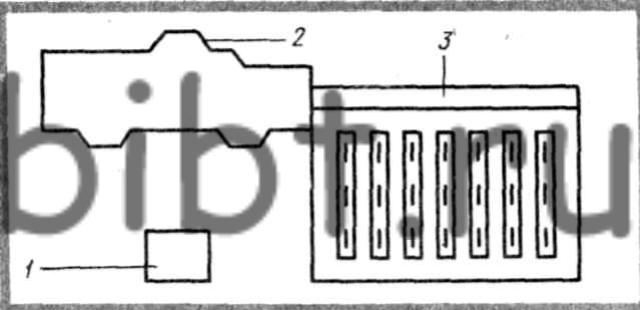
110. Схема линии ОК508 для профильной обработки брусков створок:
1 - пульт управления линии, 2 - фуговально-фрезерный станок, 3 -питатель
Рабочий, управляющий пультом управления 1, укладывает заготовки на ремни питателя 3, которыми они подаются вплотную к линейке на передний стол фуговально-фрезерного станка 2.
Зарезка шипов у брусков и сборка створок производятся на линии ОК509, в которую входят два шипорезных станка, сборочный станок, долбежный станок, клеенаносящий станок, подъемный стол и др.
Собранные створки по наружному периметру обрабатываются на линии ОК511-2, состоящей из станков для обработки продольных и поперечных кромок. На линии имеются подъемник и укладчик, которые дают возможность автоматизировать процесс обработки створок. Кромки обрабатывают фрезерными головками, причем поперечные кромки обрабатывают четырьмя фрезерными головками (по две с каждой стороны створки), вращающимися в противоположные стороны и работающими поочередно, что улучшает качество обработки. На линии можно обрабатывать створки длиной 695...2310, шириной 342...1280, толщиной 38...61 мм. Производительность линии 135 створок в час.
На тех предприятиях, где нет линий, пиломатериалы раскраивают по длине на заданный размер на круглопильных станках ЦПА40, а по ширине - на круглопильных станках ЦДК4-3. При поперечном раскрое к заданному размеру добавляют припуск на дальнейшую торцовку.
Брусковые детали обрабатывают следующим образом: пласти и кромки у покоробленных брусков фугуют на фуговальном станке; детали оконных переплетов фрезеруют на четырехстороннем продольно-фрезерном станке. Сучки заделывают после обработки деталей с учетом того, что после фрезерования лучше видны дефектные места. На отдельных предприятиях сучки заделывают до обработки - в результате деталь получается более чистой, так как пробки зачищают в процессе обработки деталей на продольно-фрезерном станке.
Горизонтальные бруски створок заготовляют обычно кратными по длине либо получают после переработки отбракованных вертикальных брусков створок.
При наличии на предприятии четырехстороннего продольно-фрезерного станка с пятью ножевыми валами бруски обвязки переплетов, отливов, нащельники можно заготавливать в кратных размерах по ширине, с тем чтобы фрезеровать на станке одновременно по два бруска и, установив строгальную пилу на пятом горизонтальном валу, разрезать их.
Нащельники, отливы и раскладки по стеклу торцуют в размер на «ус» на круглопильном универсальном станке или на специальном станке для усования. Чтобы избежать образования сколов или трещин в нащельниках (при креплении шурупами), надо заранее выбирать отверстия с раззенковкой, причем диаметр отверстий должен быть меньше диаметра шурупа на величину резьбы.
На бруски оконных коробок пиломатериалы раскраивают на линии либо на позиционных станках, после чего их там же обрабатывают.
Обработанные бруски створок, форточек и коробок проходят выборочный контроль и поступают на буферный склад, где их комплектуют по размерам и назначению так, чтобы к сборке они были полностью укомплектованы.
Технические характеристики сборочных станков ВГО-2, ВГК-2, ВГС, ВГФ, ВГК-3.