
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Технические характеристики сборочных станков ВГО-2, ВГК-2, ВГС, ВГФ, ВГК-3.
Продолжение темы: "Изготовление оконных блоков с раздельными переплетами" Начало.Собирают оконные створки, форточки, фрамуги, коробки в сборочных ваймах (табл. 14).
Таблица 14. Технические характеристики сборочных станков ВГО-2, ВГК-2, ВГС, ВГФ, ВГК-3.
| Показатели | Гидравлические для сборки створок ВГО-2 | Гидравлические для сборки дверных и оконных коробок ВГК-2 | Для сборки оконных створок ВГС | Для сборки фрамуги форточек ВГФ | Для сборки оконных и дверных коробок ВГК-3 |
Размеры собираемых изделий, мм: |
|||||
длина (высота) |
До 1925 | До 2360 | 495...2115 | 330...460 | 875...2756 |
ширина |
До 740 | До 1610 | 290...1660 | 290... 1290 | 455...2966 |
толщина |
До 60 | До 180 | 42...55 | 25...55 | 42...174 |
Рабочее давление, мПа |
2,5 | 2,5 | 4 | 4 | 4 |
Мощность, кВт |
2,2 | 3 | 3 | 3 | 3 |
Масса, т |
0,9 | 1,25 | - | - | - |
Перед навешиванием в коробки створки и фрамуги обрабатывают по периметру для получения правильных геометрических размеров. Одновременно створки и фрамуги фальцуют для образования четвертей, необходимых для притвора.
Шаблон для фальцовки оконных переплетов (рис. 111, а) представляет собой деревянную рамку 5, собранную из фрезерованных брусков. Для фиксации положения створок в шаблоне имеются упоры 4, для обеспечения устойчивого положения - прижимы 3.
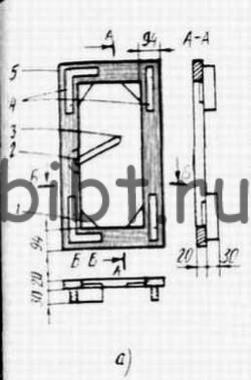
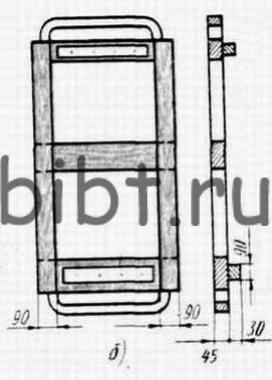
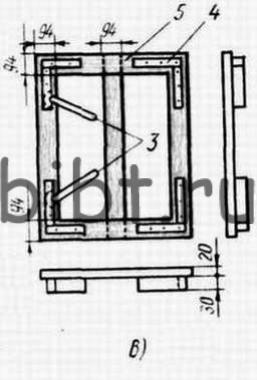
Рис. 111. Шаблоны:
а - для фальцовки оконных переплетов, б - для обработки по периметру дверных полотен с двух сторон, в - для обработки оконных створок и форточек по периметру (в шаблоне укладывают правую и левую створки); 1 - угольник жесткости шаблона, 2 - ось вращения прижима, 3 - прижим, 4 - упоры, 5 - рамка
Шаблон для обработки дверных полотен с двух сторон (рис. 111,б) также представляет собой раму, собранную из брусков на клеевом шиповом соединении.
Шаблон для обработки оконных створок и форточек (рис. 111, в) состоит из рамки 5, скрепленной для большей прочности в углах металлическими угольниками. Положения створки в шаблоне фиксируются упорами 4. Крепятся в шаблоне створки, форточки прижимом 3. Обработка по периметру в этом шаблоне производится на фрезерном станке.
При обработке создают профиль, зеркальный профилю брусков створки и горбылька, поэтому при постановке на место форточка точно подходит к профилю брусков створки и горбыльков, дополнительных работ по пригонке форточки к створке не требуется. Обработка плоскостей створок, форточек и других для снятия провесов производится на широком рейсмусовом станке или на трехцилиндровом шлифовальном станке.
Паз под отлив выбирают на фрезерном станке, следя за чистотой обработки. Для постановки петель в створках и брусках коробок на станке с вибрационной головкой выбирают гнезда прямоугольной формы. Размеры гнезд должны соответствовать размерам петель.
Форточки в створку навешивают на рабочем столе после обработки по периметру и выборки гнезд под петли. Отлив на форточке не ставится, так как в нижнем бруске форточки отлив составляет одно целое с бруском.
Отлив и нащельники в наружной и внутренней створках ставят на рабочем месте до навешивания форточки в створку или после этого. Врезной отлив устанавливают на клею повышенной водостойкости и крепят шурупами либо шпильками; нащельник, прикрывающий щель, образуемую притвором створок, крепят к створке на клею и шурупами.
Заготовки для брусков оконных коробок с раздельными переплетами склеивают из фрезерованных брусков, высушенных до влажности (10±2)%. Склеивают элементы коробок на водостойких клеях. Сначала склеивают горизонтально, а затем вертикально расположенные бруски (рис. 112).
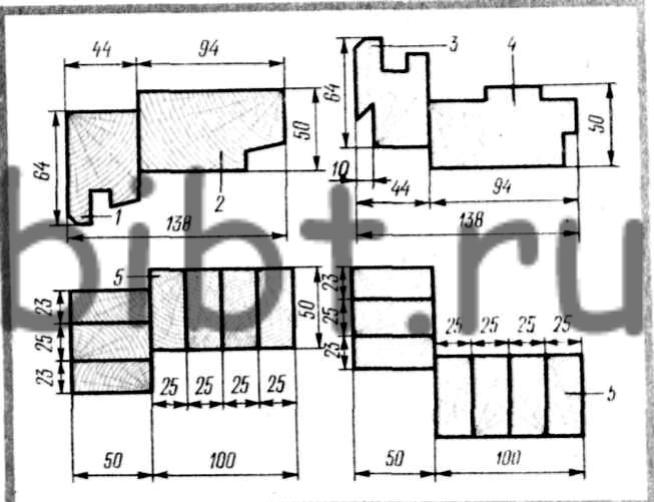
Рис. 112. Схема склеивания брусков и коробок оконных блоков с раздельными переплетами:
1 - верхний брусок наружной коробки, 2 - верхний брусок внутренней коробки, 3 - нижний брусок наружной коробки, 4 - нижний брусок внутренней коробки, 5 - склеенные заготовки