
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 32. Изготовление дверных блоков. Технологический процесс изготовления дверных блоков.
Технологический процесс изготовления дверных блоков с щитовыми полотнами (рис. 117) состоит из следующих основных операций: изготовления рамок и заполнителя, подготовки облицовочного материала, склеивания щитов двери, обработки щитов по периметру, постановки обкладок и раскладок, изготовления дверной коробки, установки (вгонки) дверей в коробку с навешиванием на петли.
Увеличить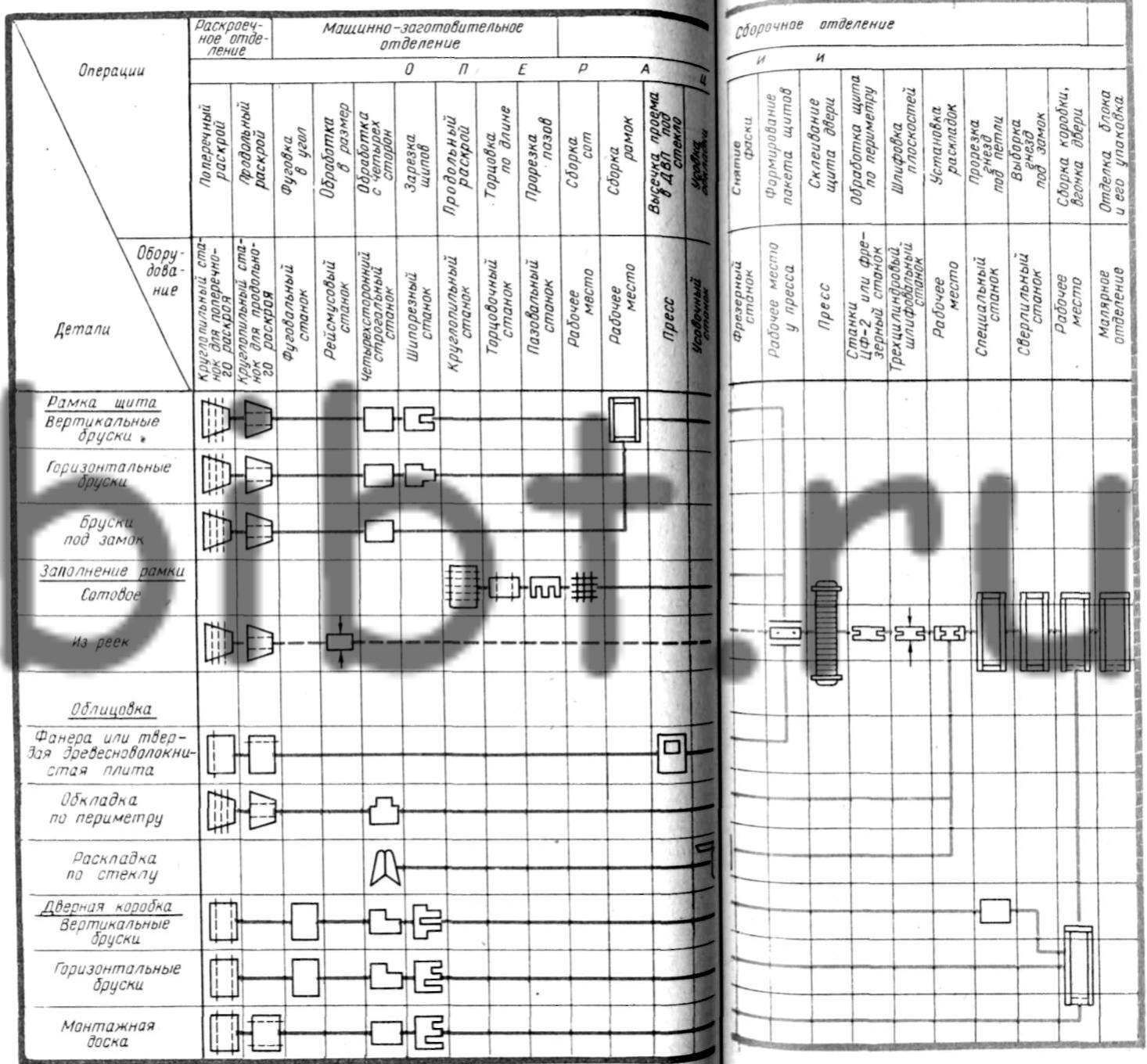
Рис. 117. Примерная схема технологического процесса изготовления дверных блоков с щитовыми полотнами
Щиты дверей изготовляют, заполняя предварительно сделанную раму рейками, сотами, собранными из отрезков твердой древесноволокнистой плиты, фанеры, бумажными сотами или ломаными полосками из твердой древесноволокнистой плиты.
Для дверей толщиной 40 мм рамки изготовляют из брусков сечением 40... 60X32 мм, которые выпиливают по длине из пиломатериалов толщиной 40 мм, влажностью (9±3)% на круглопильном станке для поперечного, а по ширине - на круглопильном станке для продольного раскроя, Соединяют их на шип или на металлические скрепки впритык. Соединение брусков на шипах повышает прочность рамки, но увеличивает расход древесины и трудоемкость изготовления рамки за счет ввода лишней операции (зарезание шипов). Скрепки ставят для того, чтобы рамка во время заполнения ее серединкой и закладки в пресс не расползалась.
Для изготовления остекленной двери используют две рамки - наружную и внутреннюю. Сечения брусков внутренней рамки должны быть такими же, как и сечение брусков наружной рамки. Полученные заготовки обрабатывают в размер по толщине на рейсмусовых или четырехсторонних продольно-фрезерных станках. Бруски рамок не должны иметь гнили, кривизны, выпадающих, загнивших, гнилых и табачных сучков.
Для изготовления заполнителя применяют маломерные пиломатериалы и отходы производства (для сплошных и разреженных серединок), отходы фанеры и твердой древесноволокнистой плиты толщиной 4 мм (для сотового заполнения).
Влажность отходов древесины, получаемой при раскрое пиломатериалов для столярных изделий, составляет примерно 15%. Перед заполнением серединки их необходимо высушить до влажности 9...10% в сушильных камерах.
Для помещений с относительной влажностью воздуха более 60% делают двери со сплошным заполнением деревянными рейками. После сборки рамки на нее накладывают фанеру или твердую древесноволокнистую плиту, предварительно намазанную клеем, и прикрепляют к рамке мелкими гвоздями длиной 20...25 мм. В дверях со сплошным заполнением толщина облицовки из твердой древесноволокнистой плиты допускается 3 мм.
После закрепления облицовки рамку поворачивают и все внутреннее пространство заполняют рейками толщиной, соответствующей толщине рамки. При укладке реек надо следить за тем, чтобы они были плотно прижаты одна к другой, поверхность их была ровной, а стыки располагались вразбежку.
После заполнения рейками рамку накрывают сверху вторым облицовочным листом, предварительно намазанным клеем, и прикрепляют его мелкими гвоздями с четырех сторон. При изготовлении щита с разреженным заполнением рамку заполняют не сплошь, а с промежутками.
Щит двери с заполнением в виде сот состоит из рамки с уложенными в ней сотовыми решетками. Соты собирают из полосок фанеры или твердой древесноволокнистой плиты толщиной 4, шириной 32 мм. В полосках через 40 мм прорезают пазы шириной, равной толщине полосок плюс 1 мм, и глубиной, равной половине ширины полосок плюс 1 мм. Из полосок с прорезями набирают решетку в виде сот с ячейками размером 40X40 мм. Рамку щита заполняют двумя или тремя сотами.
Щит двери с заполнением из ломаных полосок твердых древесноволокнистых плит состоит из рамки, в которой укладывают на ребро изломанные полоски. Полоски нарезают разной длины, шириной 32 мм. Надламывают полоски на специальном станке или в шаблоне-прессе, имеющем форму изломанной полоски.
К внутренним дверям облицовочный материал приклеивают карбамидным клеем, а к наружным - клеем КБ-3.
При небольшом годовом объеме производства дверей для склеивания применяют механические прессы (рис. 118). Склеивание щитов в механических прессах состоит из следующих операций: формирования щита двери, образования пакетов и запрессовки их, выдержки пакета под давлением для схватывания клея, выдержки щитов дверей (акклиматизации).
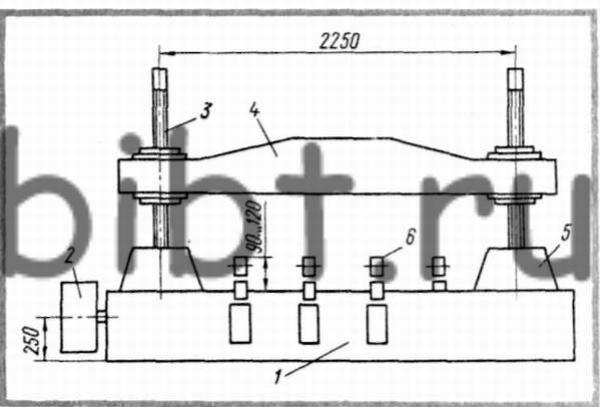
Рис. 118. Схема механического пресса для склеивания:
1 - станина, 2 - шкив, 3 - винты, 4 - подвижная траверса, 5 - приводной механизм, 6 - ролики
Формируют щиты дверей так: между роликами 6 пресса помещают пять или шесть двутавровых балок № 10 или 12 или куски рельсов высотой 100...120 мм. На балки или рельсы кладут основание, представляющее собой трехслойный дощатый щит толщиной 70...90 мм. На рабочий стол, расположенный около пресса, кладут заранее собранную рамку, а на нее - прирезанный лист фанеры или твердой древесноволокнистой плиты с предварительно нанесенным на одну плоскость клеем. Клей равномерно распределяют по всей плоскости листа, слой не должен быть толстым иначе под давлением в прессе будут выжиматься излишки клея, что затруднит разборку пакетов. Облицовочный лист укладывают намазанной стороной на рамку. Его концы должны выступать за рамку равномерно со всех четырех сторон. Уложенный лист закрепляют по углам мелкими гвоздями или шпильками, затем рамку переворачивают и заполняют серединку щита брусками, сотами и др. Вплотную к серединке продольных брусков кладут два бруска сечением 32X50...70X400 (700) мм, причем бруски длиной 400 мм ставят для дверей высотой 2000 мм, а длиной 700 мм - для дверей высотой 2300 мм для того, чтобы в дверь можно было врезать замок независимо от того, какой навески она будет - правой или левой, и установить ручку.
При заполнении серединки щита разреженными рейками необходимо следить за тем, чтобы при укладке не попадали рейки, имеющие гниль, кору и влажность более (9±3)%.
При укладке сотового заполнения соты должны заполнять все внутреннее пространство в рамке, а концы полосок одних сот свободно входить в свободное пространство между концами полосок других сот.
После заполнения серединки щита рамку покрывают другим облицовочным листом, предварительно смазанным клеем, и закрепляют его в углах мелкими гвоздями. Затем собранный щит снимают с рабочего стола и переносят в пресс, где помещают на основание таким образом, чтобы он лежал ровно посередине. В пресс укладывают 18...20 щитов толщиной по 40 мм. Щиты должны быть уложены строго один над другим, без смещения; сверху их накрывают массивным трехслойным деревянным щитом, аналогичным основанию, а на этот щит помещают двутавровые балки № 10 и 12 или рельсы, которые кладут точно над нижними балками или рельсами. Затем включают приводной механизм 5 пресса и пакет сжимается. На концы балок надевают стяжки, которые фиксируют пакет в сжатом состоянии. Затягивать пакет нужно равномерно с обеих сторон - от середины к краям. После сжатия пакета стяжками снимают давление, пакет выкатывают на роликах 6 из пресса и в стянутом состоянии выдерживают (в зависимости от применяемого клея) в течение 6...12 ч.
Готовый пакет разбирают, щиты укладывают стопками для свободной выдержки в течение 12...24 ч в помещении с нормальной влажностью (до 60%) и температурой 18...20°С. В горячем гидравлическом прессе щиты склеивают в той же последовательности, что и в механическом, но формируют их на металлическом поддоне. При склеивании в горячем прессе можно кроме клея применять пленку. В этом случае при сборке щита между обоими облицовочными листами и рамкой помещают пленку, размер которой должен быть больше размера рамки с каждой стороны.
Давление при склеивании должно быть 0,5...0,8 МПа, причем меньший предел относится к щитам с сотовым и разреженным заполнением, а больший - к сплошному заполнению щита.
После склеивания и выдержки щиты обрабатывают по периметру, а затем устанавливают обкладки, раскладки. Обработка по периметру включает в себя опиловку щита до необходимого размера и шлифование поверхностей щита. В остекленных дверях ставят раскладки по стеклу.
Изготовляют коробку и вгоняют полотно в нее так же, как и в филенчатых дверях.