
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Линия по изготовлению дверных полотен.
Линия по изготовлению дверных полотен (рис. 119) состоит из ряда последовательно расположенных механизмов. На ленточный конвейер 1 кладут облицовочный лист твердой древесноволокнистой плиты толщиной 4 мм, намазанный с сетчатой стороны клеем. На этот лист помещают два вертикальных бруска рамки и бруски под замок, после чего полученный пакет передают на следующую позицию, где на него кладут две поперечные планки рамки, которые по углам крепят скрепками. Затем заполняют серединку либо брусками (для дверей со сплошным заполнением), либо сотами.
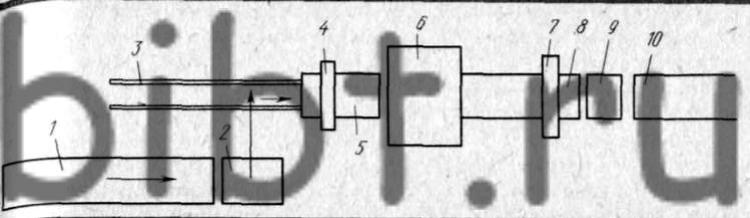
Рис. 119. Схема линии по изготовлению дверных полотен:
1,8 - ленточные конвейеры, 2,9 - подъемные столы-накопители, 3 - цепной конвейер, 4 - загрузчик с толкателем, 5 - этажерка, 6 - пресс, 7 - этажерка с разгрузочным механизмом, 10 - роликовый конвейер
На следующей позиции пакет накрывают листом древесноволокнистой плиты, на сетчатую сторону которого предварительно наносят клей. В углах лист наживляют мелкими гвоздями. Собранный пакет двери цепным конвейером 3 подается в загрузочную этажерку 5. После загрузки всех 15 этажей этажерки механизмом подачи пакеты полотен подаются в пресс П-797-6. Склеивание производится карбамидными клеями в течение 6...8 мин при температуре плит пресса 115...120°С. После склеивания пресс размыкается и включается загрузочный механизм, который загружает очередную партию полотен с этажерки в пресс и одновременно с этим частично выталкивает склеенные полотна на разгрузочную этажерку.
Для полного выталкивания полотен из пресса в разгрузочную этажерку включается разгрузочный механизм, который выталкивает каждое полотно в разгрузочную этажерку, а оттуда передает на подъемный стол-накопитель 9, откуда полотна поступают на неприводной напольный конвейер 10. На этом конвейере полотна выдерживают в течение 24 ч для выравнивания напряжений. Для изготовления дверных блоков используется комплект технологических линий ДВ500, состоящий из трех потоков: потока изготовления дверных полотен, потока изготовления коробок и потока изготовления фрезерованных деталей (наличников). На поток изготовления дверных полотен бруски рамок, рейки для заполнения серединки поступают с линии раскроя пиломатериалов, плиты для облицовки - с линии раскроя древесноволокнистых плит, бумажные сотовые заполнители - с линии ДВ511. Полосы сотового заполнителя склеивают с поперечными брусками каркаса (рамки) на линии ДВ514. Для наружных дверей рейки нужной толщины (32...34 мм) комплектуют и связывают в пакет.
При облицовывании дверей шпоном ценных пород с участка подготовки поступает шпон, склеенный в ленту. Оттуда же поступают в рулонах полоски шпона для облицовывания кромок.
Линия сборки дверных полотен ДВ515 состоит из клеенаносящего станка, транспортных устройств и сборочного станка с высокочастотной установкой для точечного приклеивания облицовки к рамке двери.
Собранные на линии пакеты дверей поступают для склеивания в 12-этажный гидравлический пресс ДОЗ66. Размер плит 1350X2400 мм, максимальная температура на поверхности плит 180°С. Загрузка и выгрузка полотен механизированы. Склеенные полотна дверей поступают на линию обработки по периметру и облицовыванию продольных кромок.
Схема линии по обработке полотен дверей по периметру показана на рис. 120.
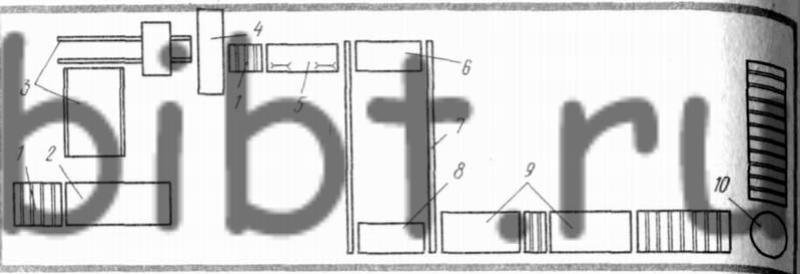
Рис. 120. Схема линии по обработке дверных полотен по периметру:
1 - роликовый конвейер, 2 - гидравлический подъемник 3 - форматный концеравнитель, 4-приспособление для олифования, 5 - станок для врезки петель, 6 - стол-накопитель, 7 - напольный конвейер, 8 - механизм выдачи, 9 - сверлильный станок, 10 - поворотный круг
Стопа склеенных дверных полотен после выдержки поступает на гидравлический подъемник 2 с автоматическим загрузчиком, откуда каждое полотно поочередно подается на форматный концеравнитель 3, на котором обрабатываются сначала продольные кромки, а затем поперечные; наряду с обработкой фрезами на кромках образуется необходимый скос. По выходе из станка полотна дверей покрываю олифой со всех сторон на специальном приспособлении 4. После олифования через роликовый конвейер полотно поступает на станок 5 для врезки петель, где выбираются гнезда под полупетли. Затем каждое полотно подается на подъемный стол-накопитель 6, где образуется стопа дверных полотен.
По мере образования стоп нужной высоты они двух-цепным напольным конвейером 7 подаются к механизму выдачи 8, из которого каждое полотно подается к первому сверлильному станку 9 для выборки в продольной кромке гнезда под корпус замка или защелки. На втором сверлильном станке 9 выбирается гнездо под планку замка и отверстие под ручку замка. Обработанные полотна по роликовому конвейеру поступают для вгонки в коробки.
Поток по сборке дверных блоков (рис. 121) состоит из двух линий: I - сборки и транспортирования коробок, II - сборки и транспортирования блоков. На линии I работа проводится следующим образом. Бруски коробок, изготовленные в деревообрабатывающем цехе, поступают на тележке к двухпильному станку 1, на котором прорезаются гнезда под петли. На рабочем месте 2 рабочий загоняет в прорезь полупетлю и крепит ее штифтами или шурупами, после чего бруски с шипами, смазанными клеем, собираются в коробку в сборочном станке 3. Собранные на клею и нагелях коробки поступают на двухцепный конвейер-накопитель 4, на котором происходит естественное отверждение клея. По мере потребности с этого конвейера коробки передаются на линию по сборке блоков.
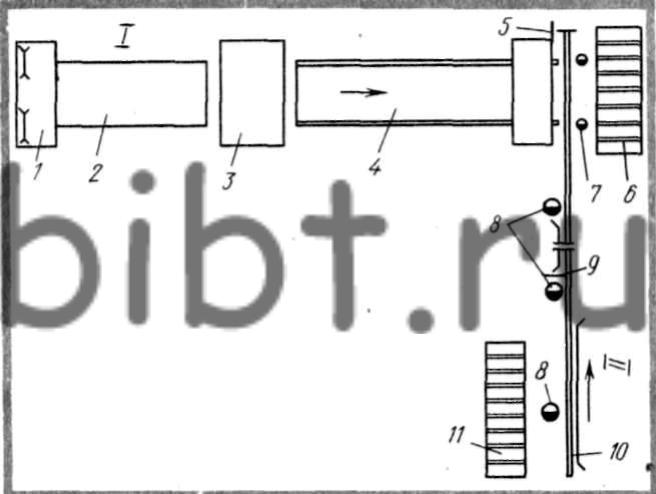
Рис. 121. Схема потока по сборке дверных блоков:
I- линия сборки и транспортирования коробок, II - линия сборки и транспортирования блоков; 1 - двухпильный станок, 2, 7, 8 - рабочие места, 3 - станок для сборки коробок, 4 - двухцепный напольный конвейер, 5 - концевой выключатель, 6 -роликовый конвейер для собранных дверных блоков, 9 - педальный упор, 10 - одноцепной конвейер, 11 - роликовый конвейер линии по обработке дверных полотен по периметру
Линия II расположена под прямым углом к линии I и состоит из одно-цепного напольного конвейера 10, перемещающего дверные полотна в вертикальном положении. Вдоль конвейера расположены рабочие места. На первых двух (7) наживляют полупетли шурупами на полотне, на третьем рабочем месте (8) окончательно завертывают шурупы шуруповертом, на четвертом - навешивают (вгоняют) полотна в коробку. Рабочий, занятый довертыванием шурупов, управляет педальными упорами 9, с помощью которых дверь устанавливается в нужном месте для выполнения рабочих операций.