
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Окраска в электрическом поле высокого напряжения. Плоскополировальный станок ППА-3.
Механизированное нанесение лакокрасочных материалов. Для механизированного полирования поверхностей деталей применяют плоскополировальный станок ППА-3 (рис. 124).
Полируемые детали 8 крепят на столе 5. Между столами в направляющих 10 передвигается каретка 15. По поперечным направляющим 6 перемещается поперечная каретка 13, на которой расположены полировальные аппараты с тампонными головками 9. У каждой головки сбоку находится бачок 14, из которого непрерывно и равномерно подаются политура в тампон и масло для смазывания на полируемые детали. Передвижение кареток механизировано.
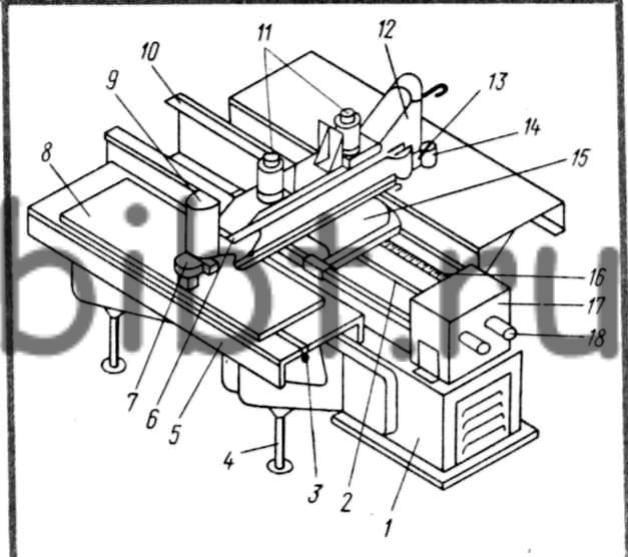
Рис 124. Плоскополировальный станок ППА-3:
1 - станина, 2 - ходовой вал, 3 - зажим, 4 - подъемный винт, 5 - стол, 6 - направляющие поперечных кареток, 7,9 - головки, 8 - деталь, 10 - направляющие каретки, 11 - электродвигатели, 12 - корпус тампонной головки, 13 - поперечная каретка, 14 - бачок для отделочных работ, 15 - каретка, 16 - ходовой винт, 17 - коробка передач, 18 - реле скорости
Распыление лакокрасочных материалов производится механическим и пневматическим способами. Наибольшее распространение получило пневматическое распыление, при котором под действием сжатого воздуха лакокрасочные материалы дробятся и в виде мелких частиц оседают на окрашиваемом изделии, растекаясь по его поверхности и образуя сплошное покрытие. Этот способ отделки древесины имеет и недостатки: для нанесения краски требуются специальные камеры, оборудованные вытяжными и очистными устройствами; при распылении до 20...40% краски теряется на образование лакокрасочного тумана, который ухудшает санитарные условия труда.
Более совершенный способ отделки столярных изделий - окраска в электрическом поле высокого напряжения с последующей сушкой в терморадиационно-конвективных камерах. Сущность процесса окраски в электрическом поле высокого напряжения заключается в следующем: между окрашиваемым изделием, имеющим положительный заряд, и распыляемыми частицами лакокрасочных материалов, имеющими отрицательный заряд, создается постоянное электрическое поле высокого напряжения. Распыляемые частицы лакокрасочных материалов движутся по силовым линиям электрического поля и осаждаются на изделии.
На рис. 125 показана схема окраски столярных изделий в электрическом поле высокого напряжения. Изделия навешивают на цепь конвейера, которым они подаются в камеру нормализации 9 для покрытия специальным электро-проводящим составом, затем этим же конвейером они направляются в камеру окраски 8. После олифования изделия поступают в термо-радиационно-конвективную сушильную камеру 7. Затем их окрашивают эмалями.
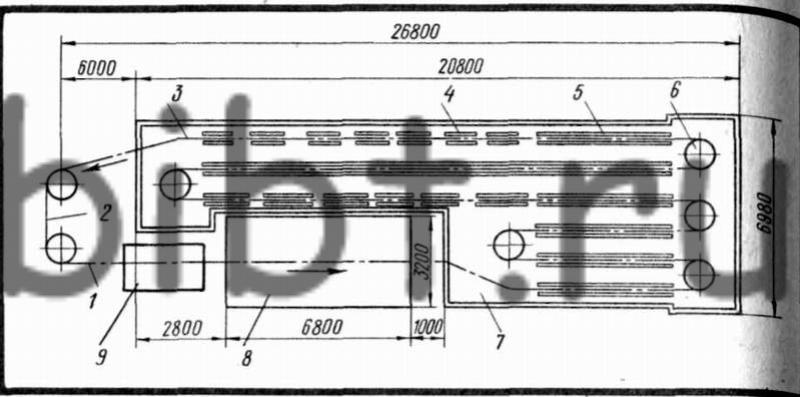
Рис. 125. Схема окраски столярных изделий в электрическом поле высокого напряжения:
1 - место навешивания изделий, 2 - место съема изделии, 3 - цепь конвейера, 4 - зона установки электронагревателей, 5 - зона конвективной сушки, 6 - звездочка, 7-сушильная терморадиационно-конвективная камера, 8-камера электроокраски, 9 - камера нормализации
На качество окраски столярных изделий в электрическом поле влияет влажность древесины. Так, при влажности ниже 8% качество окраски ухудшается. Перед окраской изделие надо прошлифовать.
При окраске столярных изделий в электрическом поле высокого напряжения автоматизируются почти все процессы, значительно уменьшаются потери лакокрасочных материалов, улучшаются санитарно-гигиенические условия для работы в цехе, сокращаются площади для окраски и повышается качество окраски поверхности изделий.