
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Покрытие лаком дерева методом струйного облива. Схема лаконаливной машины.
Лакокрасочные материалы на столярные изделия наносят также методом струйного облива (рис. 126).
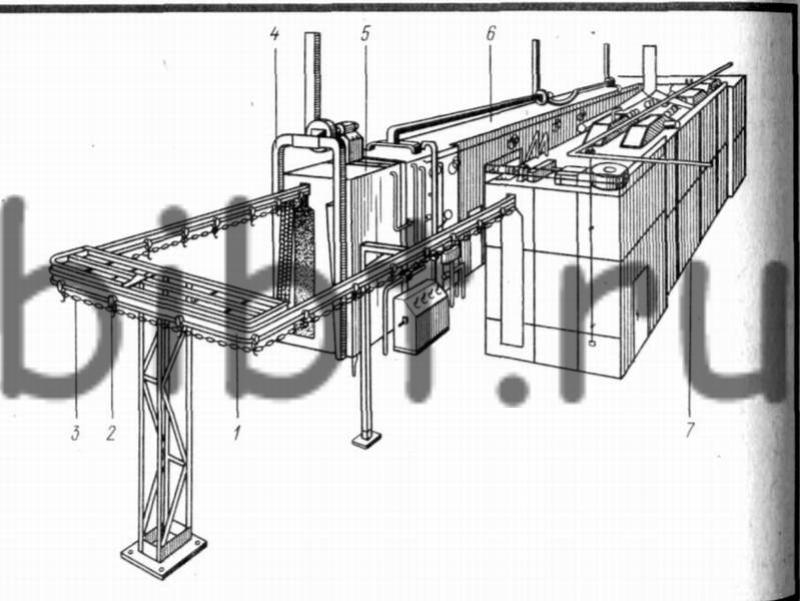
Рис. 126. Линия для окраски столярно-строительных изделий методом струйного облива:
1 -монорельс, 2 - каток, 3 - подвесной конвейер, 4-воздуховод, 5 - камера облива, 6 - камера выдержки в парах растворителя, 7 - сушильная камера
Изделия (окна, двери) навешивают на подвесной конвейер 3, движущийся в камеру облива 5, где на поверхность наносится краска или эмаль, вытекающая из сопл под давлением до 0,1 МПа в виде струи. После окраски изделия поступают в камеру 6 выдержки в парах растворителей. В этой камере помимо стекания излишков краски происходит равномерное распределение ее по всей поверхности изделия. Излишки краски, стекающие с изделий по лотку, поступают в сборники и после фильтрации в систему облива. После выдержки в камере 6 изделия поступают в конвективную многоходовую сушильную камеру 7. Недостаток метода струйного облива - плохая укрывистость кромок и несколько увеличенный расход красок.
Лакокрасочные материалы на плоские поверхности наносят на вальцовочных станках, которые входят в автоматические линии, где последовательно выполняют следующие операции: подогрев полотна дверей, грунтование, сушка, шлифование, подогрев полотна, лакирование, сушка. Полотно двери подают в терморадиационную камеру, оборудованную трубчатыми электронагревателями, с температурой 410°С, где оно нагревается до температуры 100...105°С. Затем оно поступает для грунтования плоскостей и кромок в лакирующую и кромкоопрыскивающую машины. Полотно двери, покрытое грунтом, подают в камеру сушки, а затем на шлифовальный станок. Прошлифованное с одной стороны полотно двери поворачивается поворотным устройством на другую сторону и поступает для шлифования второй плоскости ко второму шлифовальному станку. После шлифования полотно поступает во вторую терморадиационную камеру, где повторно нагревается. Нагретое полотно лакируют с двух сторон на лакирующей машине, а затем сушат.
Плоские детали (щиты, двери, плиты) можно отделывать на лаконаливной машине (рис. 127). Основная часть машины - наливочная головка.
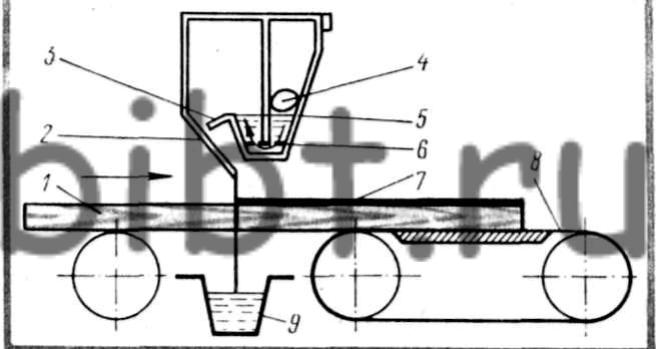
Рис. 127. Схема лаконаливной машины:
1 - деталь, 2 - экран, 3 - сливная плотина, 4 - коллектор, 5 - перегородка, 6 - фильтр, 7 - покрытие, 8 - конвейер, 9 - лоток
Процесс нанесения лакокрасочных материалов наливом состоит в том, что уложенные на конвейер 8 детали подаются им под наливочную головку, из которой в виде непрерывной завесы стекает лакокрасочный материал и покрывает детали равномерно по всей ширине одинаковым по толщине слоем краски, лака.
Лакокрасочный материал насосом по трубопроводам из бака подается в правый отсек головки, отделенный от левого перегородкой. В нижней части головки имеется перепускная щель с сеткой-фильтром 6 из капрона. При проходе из правого отсека в левый лакокрасочный материал, переливаясь через сливную плотину 3, попадает на гладкий экран 2, растекается по нему тонким слоем, сливается с его заостренной кромки и поступает в виде завесы на проходящую по конвейеру 8 деталь. После работы головку очищают от лака, вынимают перегородки 5, промывают. Лак, не попавший на деталь, стекает с лотка 9, расположенного в столе между конвейерами под наливочными головками, и по трубопроводу поступает обратно в бак. Расход лаковой смеси - до 600 г/м2.
По сравнению с пневматическим распылением при обливе уменьшаются потери лакокрасочных материалов и улучшаются санитарные условия работы в цехе.
В соответствии со СНиП III-21-73 «Отделочные покрытия строительных конструкций» окраска древесины бывает простая, улучшенная и высококачественная.
Последовательность технологических операций, выполняемых при подготовке к простой окраске масляными, эмалевыми и синтетическими красками поверхностей внутри помещений, следующая: очистка поверхностей, вырезка дефектов (сучков, засмолов) с расшивкой щелей, проолифка (огрунтовка), частичная подмазка с проолифкой подмазанных мест, шлифование подмазанных мест, первая окраска, вторая окраска, а при улучшенной и высококачественной окраске - очистка, вырезка дефектов древесины, проолифка (огрунтовка), частичная подмазка с проолифкой подмазанных мест, шлифование подмазанных мест, сплошная шпатлевка, шлифование, огрунтовка, флейцевание, шлифование, первая окраска, флейцевание, шлифование, вторая окраска, флейцевание или торцевание.
Столярные изделия снаружи и внутри помещений окрашивают масляными, эмалевыми и эпоксидными красками. Столярные изделия внутри помещений и встроенную мебель окрашивают поливинилацетатными типа ПВА, масляными и акрилатными красками.
Поверхности деталей и изделий, окрашенные масляными, синтетическими, эмалевыми и лаковыми составами, должны иметь одинаковую фактуру - глянцевую или матовую. Пятна, отлипы, морщины, неровности, следы кистей, потеки и просвечивание нижележащих слоев краски не допускаются.