
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
Облицовывание поверхностей столярных изделий строганым шпоном и пленками
Облицовывание. При облицовывании (рис. 133) клей наносят на одну из поверхностей склеиваемых деталей и шпона. Если на основу 4 наклеивают одновременно два слоя шпона 2, то намазывают клеем один слой шпона с обеих сторон. В процессе склеивания при сжатии пакетов облицованных деталей с кромок стекает клей, поэтому во избежание склеивания деталей между ними прокладывают металлические листы 1. Клей на шпон наносят вручную кистями или на клеенамазывающих станках.
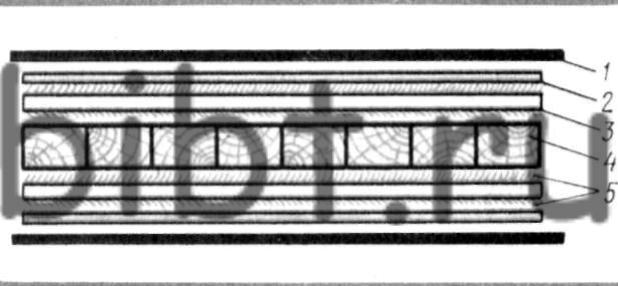
Рис. 133. Формирование пакета при двухслойном облицовывании:
1 - металлические прокладочные листы, 2- облицовочный шпон, 3 - шпон, 4 - основа, 5 - клеевой шов
Пакеты облицованных деталей сжимают в хомутах (струбцинах) (рис. 134, а) или горячих гидравлических прессах (рис. 134,б). Можно наклеивать шпон вручную, т. е. впритирку (рис. 134, в). При этом полосу наклеиваемого шпона с лицевой стороны слегка смачивают теплой водой и накладывают на основание, смазанное клеем; затем шпон разглаживают от середины к краям и притирают подогретым молотком, двигая его от середины к краям вдоль волокон. Движения сначала должны быть медленными, потом более быстрыми.
В результате выдавливаются излишки нанесенного клея и вытесняется воздух, оставшийся под шпоном, Двигают молотком вдоль волокон шпона до тех пор, пока шпон не приклеится; неприклеенные места обнаруживают простукиванием поверхности шпона. В этих местах шпон осторожно прорезают вдоль волокон и намазывают клеем, после чего опять притирают подогретым молотком. Облицовывание впритирку применяют только при небольших объемах производства.
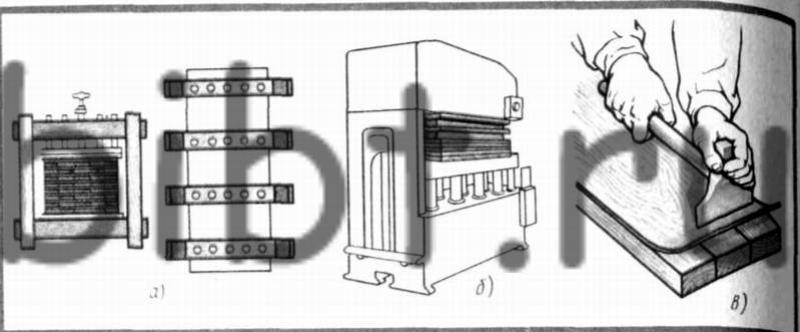
Рис. 134. Облицовывание:
а - в хомуте (струбцине), б -в горячем гидравлическом прессе, в - впритирку
На крупных предприятиях детали облицовывают в горячих гидравлических прессах. Криволинейные детали облицовывают в прессе упругими камерами или в вакуумных мешках. Внутрь мешка помещают заготовку с наклеиваемым шпоном, воздух из мешка выкачивают и под давлением до 0,1 МПа шпон склеивается с основой.
Готовую поверхность облицованных деталей проверяют внешним осмотром и простукиванием. Низкое качество облицовывания получается из-за недостаточно прочного склеивания шпона с основой, плохой подготовки основы, несоблюдения режимов склеивания, применения некачественного или жидкого клея. Распространены такие виды брака, как просачивание клея через шпон (если применялся очень тонкий шпон или жидкий клей), трещины на лицевой поверхности шпона (использование шпона влажностью более 8%), частичное или полное отставание шпона от основы (на поверхности основы имеются жирные пятна; применение жидкого клея).
Для облицовывания стен, перегородок применяют бумажно-слоистый пластик (ГОСТ 9590-76) - листовой материал, получаемый путем прессования при высоком давлении специальных бумаг, которые пропитаны карбамидными или фенолоформальдегидными смолами. Бумажно-слоистый пластик бывает разного цвета с глянцевой или полированной поверхностью. Он достаточно прочен, водостоек, долговечен, легко моется.
Облицованные пластиком поверхности стен, перегородок придают интерьеру помещений хороший внешний вид.
Листы бумажно-слоистого пластика выпускают длиной 400...3000, шириной 400...1600, толщиной 1...3 мм. Пластик толщиной 1...1,6 мм крепится к поверхности на мастиках (КН-2, КН-3), а толщиной 2...3 мм- раскладками, прикрепляемыми к деревянному каркасу.
Отделывать поверхности стен, перегородок листами пластика начинают с нижнего ряда из угла помещения. Листы стыкуют между собой как в вертикальном, так и в горизонтальном направлениях.
До начала работ листы прирезают по размеру, прифуговывают кромку, проверяют правильность стыковки кромок. Мастику наносят на тыльную сторону листа равномерным слоем толщиной не более 1 мм. Намазанной стороной аккуратно без смещения и перекосов лист прикладывают к поверхности стены, после чего тряпкой притирают равномерно сначала в середине листа, а затем поочередно влево и вправо, вверх и вниз. Излишки мастики, грязь снимают тампоном, смоченным в ацетоне. Между листами оставляют руст (зазор в стыке) шириной 5 мм. Положение листов до момента схватывания мастики фиксируют инвентарными прижимающими приспособлениями. Швы между листами окрашивают водоэмульсионными красками или заклеивают на мастике КН-2 поливинилхлоридной безосновной пленкой.
Для крепления листов пластика вместо мастики можно применять раскладки деревянные, поливинилхлоридные и металлические. Облицовку стен при этом начинают с угла помещения, прикрепляя вертикальную угловую и горизонтальную раскладки, выверяют их положение по отвесу и уровню, затем устанавливают первый лист и ставят вторую раскладку и т. д.
Для фиксации положения листов пластика на поверхности стены, перегородки до крепления раскладками их временно крепят гвоздями, забиваемыми в предварительно просверленные отверстия. По мере закрепления листов гвозди вытаскивают. Раскладки ставят так, чтобы они закрывали отверстия от гвоздей.
Раскладки крепятся к стенам шурупами с шагом 150...200 мм, для чего в листах пластика по разметке высверливают отверстия диаметром немного большим, чем диаметр шурупа.
После облицовывания на поверхности бумажно-слоистого пластика не допускаются пятна, потеки мастики, царапины, пустоты между пластиком и стеной, перегородкой, вспучивание листов и т. п.