
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>
§ 40. Механизация отделочных работ. Линия для поверхностного крашения (ММСК-1). Линия лакирования (ММСК-1).
Линия окраски дверных полотен методом наката.
Для отделки деревянных деталей и изделий создан ряд поточно-механизированных и автоматических линий. Линии предназначены для подготовки деталей к лакированию и облагораживанию, а также окраске.
Линия для поверхностного крашения (ММСК-1) состоит из системы роликовых конвейеров, связывающих механизмы нанесения красителя, сушильную проходную камеру туннельного типа, виброшлифовальные станки. Щиты, подлежащие окрашиванию, укладывают на неприводной роликовый конвейер, откуда они поочередно подаются в четырехвальцовый станок, на котором наносится краситель; кромки щитов до этого окрашивают вручную. После нанесения красителя на одну пласть щит поступает в туннельную сушильную камеру конвективного типа. Подогретый воздух подается навстречу движению щитов вентилятором. После сушки каждый щит поступает на виброшлифовальный станок для снятия ворса, затем щиты переворачиваются и передаются вручную на ленточный конвейер, расположенный параллельно линии, которым щиты переносятся к началу линии для повторения процесса крашения другой пласти.
На линии можно окрашивать детали длиной 500...1 600, шириной 200...600, толщиной 16...50 мм.
Линия лакирования (ММСК-1) состоит из лаконаливной машины, виброшлифовального станка и туннельной сушильной камеры. Щит, подлежащий лакированию, подается по конвейеру в лаконаливную машину и, пройдя процесс покрытия, вручную загружается в этажерку. Загрузка в многоярусную этажерку производится с двух сторон. Каждая этажерка вмещает 40 щитов. Загруженная этажерка по монорельсу передвигается в сушильную камеру, одновременно с этим с другого конца камеры выходит этажерка с высушенными щитами. Этажерку загружают и щиты поочередно подают в виброшлифовальный станок. После шлифования лакового покрытия щиты повторно покрывают лаком.
На линии можно лакировать щиты длиной 600...1600, шириной 250...600 и толщиной до 40 мм. Сушат покрытия в течение 80...90 мин.
Линия окраски дверных полотен методом наката состоит из механизма для нанесения краски (рис. 135), сушильной камеры. Работают на линии так: конвейером 1 дверное полотно 2 подается под бачок 3, из которого непрерывной струей вытекает краска, разравниваемая тремя поролоновыми валиками 5.
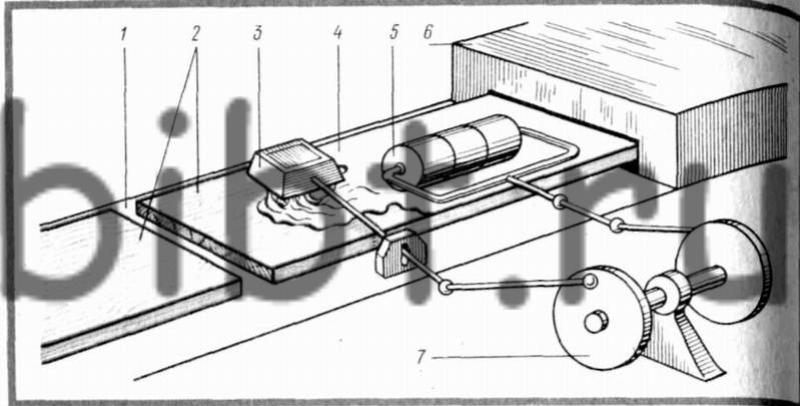
Рис. 135. Схема механизма для нанесения краски на дверные полотна методом наката:
1 - конвейер, 2 - дверное полотно, 3 - бачок с краской 4 - нанесенный слой краски, 5 - валики, 6 - сушильная камера, 7 - механизм передвижения валиков
Механизмом 7 валики и бачок непрерывно двигаются поперек дверного полотна, растирая равномерно по поверхности двери нанесенную краску. Кромки двери окрашиваются двумя вертикальными вальцами. После покрытия первой пласти краской полотно двери поступает в сушильную конвективную камеру 6, где в течение 4 мин при температуре 60...80°С производится сушка покрытия. Затем полотно кантуется (переворачивается) и таким же образом окрашивается другая плоскость двери.
На линии окрашивают двери размером 2000X800X40 мм.