
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Глава VI ПРОФИЛЬНОЕ ШЛИФОВАНИЕ И УНИВЕРСАЛЬНЫЕ ПРОГРЕССИВНЫЕ ПРИСПОСОБЛЕНИЯ
25. Приспособления для правки абразивных кругов. Приспособление для правки абразивных кругов по толщине.
В практике профильного шлифования очень часто возникает необходимость обработки мерных пазов заданной ширины. Эту операцию лучше всего выполнять шлифовальным кругом, заправленным по толщине на размер, соответствующий ширине Паза. Обычно правка обеих сторон круга производится с помощью алмаза, причем вначале правится одна, а затем — другая сторона круга.
При малой толщине шлифовального круга (0,3—1,0 мм) заправляемая часть последнего под влиянием усилий резания отгибается и может выкрошиться. Но и в том случае, когда шлифовальный круг имеет большую толщину и поэтому достаточную жесткость, получение точного размера довольно затруднительно, так как большинство плоскошлифовальных станков не располагают устройствами для точного отсчета величины поперечной подачи.
Эти затруднения легко разрешаются при применении приспособления новаторов Иванчука и Сидорова, описание которого приводится ниже.
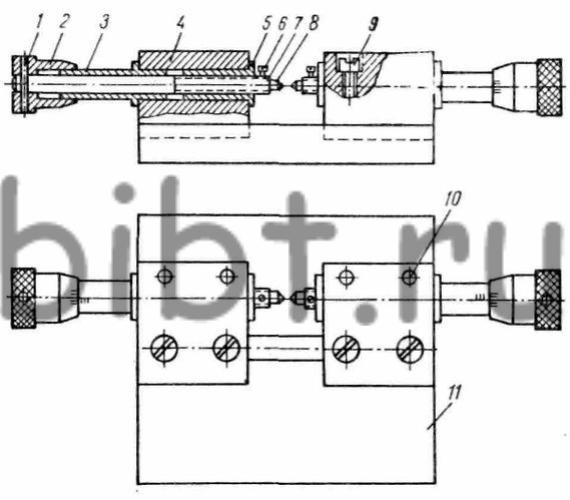
Рис. 113. Приспособление для правки кругов по толщине
Приспособление (рис. 113) состоит из плиты 11, на которой с помощью винтов 9 и штифтов 10 закреплены правый и левый микрометрические узлы. Эти узлы добавочно ориентированы относительно продольной оси плиты, имеющимися на них шпоночными выступами, плотно входящими в паз плиты. Каждый из узлов состоит из основания 4, в расточенное отверстие которого запрессована гайка 5 (М8х0,5) и втулка 3. В гайку 5 ввернут микрометрический винт 7, имеющий отверстия для державки 8 с алмазом. Державка закрепляется в отверстии с помощью стопорного винта 6. На заднюю сторону стебля микрометрического винта насажена рубашка 2. От проворачивания на стебле микрометрического винта рубашку предохраняет штифт 1.
Как упоминалось выше, микрометрическая пара (винт и гайка) имеет шаг 0,5 мм, следовательно, при полном повороте режущая кромка алмаза переместится на 0,5 мм. Целое число оборотов отсчитывается по линейной шкале, нанесенной на верхней части втулки 3, а доли оборота, соответствующие подаче в 0,01 мм, по круговой шкале, имеющейся на конической части рубашки 2 (шкала рубашки имеет 50 делений).
Как видно из описания, это устройство в основном воспроизводит конструкцию стандартной микрометрической головки.
При зачеканке алмазов в державке нужно стремиться к тому, чтобы их режущие кромки по возможности располагались по их оси (получение смещения не больше чем 0,2—0,3 мм при некотором опыте вполне достижимо). Приспособление устанавливается на магнитной плите плоскошлифовального станка и торцевой стороной основания 11 упирается в базовый угольник плиты. При этом ось микрометрических винтов и ось шпинделя станка должны быть параллельными. В таком положении при возвратно-поступательном движении стола станка или при подъеме и опускании шпиндельной бабки и производится правка круга одновременно с двух сторон.
Вследствие того, что режущие кромки алмазов находятся на одной линии изгиба круга не происходит и при достаточно острых алмазах и мелкозернистом круге последний можно заправить до толщины 0,3—0,25 мм (при длине заправленной части 2—3 мм). Толщина круга контролируется гладким микрометром. Для того чтобы на мерительных плоскостях микрометра не было царапин надо пользоваться прокладками в виде бумажек, толщина которых должна учитываться при измерении. Окончательный контроль лучше всего вести после пробного шлифования какой-либо пластинки. Ширина паза при этом контролируется непосредственно на изделии с помощью концевых мер. При ширине паза меньшей чем 1 мм контроль производится на микроскопе.