
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Приспособление для правки шлифовальных кругов по дугам окружности.
Следующую группу приспособлений составляют устройства для профилирования по дугам окружности. Как упоминалось выше, при этом режущей кромке алмаза надо придать движение по дуге окружности заданного радиуса.
В зависимости от того, какую форму (выпуклую или вогнутую) мы хотим получить на круге, производится настройка. Во всех случаях профилирование производится за счет поворачивания державки, несущей алмаз. Режущая кромка алмаза при воспроизведении на шлифовальном круге выпуклого участка, должна недоходить до оси вращения на величину радиуса, а при воспроизведении вогнутого участка — переходить ее на ту же величину.
Самым простым и вместе с тем достаточно универсальным, т. е. допускающим профилирование на круге как выпуклых, так и вогнутых участков, является приспособление в виде коленчатой оправки, вращающейся в центрах.
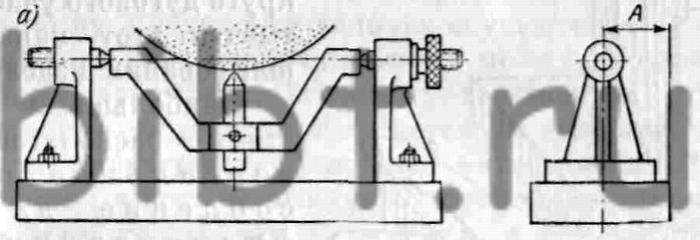
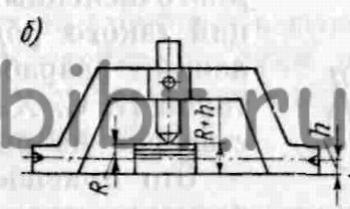
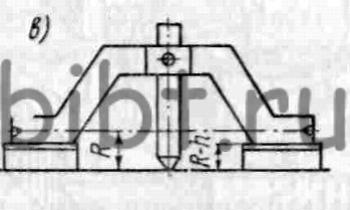
Рис. 116. Приспособление для правки по дугам окружности (а) и схемы настройки (б и в)
Устройство ее легко уяснить из рис. 116, а. В качестве основы для вращения профилирующей оправки может быть использована как специально изготовленная центровая бабка, так и любая делительная головка подходящих размеров. Габариты самой оправки, в свою очередь, могут зависеть от размеров используемой центровой бабки.
Исходным размером для настройки является величина h — расстояние от оси центровых отверстий до базовой плоскости. Для правки круга выпуклого профиля, когда режущая кромка алмаза должна не доходить до оси вращения, настройка ведется по схеме, изображенной на рис. 116, б, для вогнутого профиля — по схеме, показанной на рис. 116, в.
Настройка производится на контрольной плите с помощью блоков концевых мер.
Неоспоримым преимуществом данной конструкции, помимо ее предельной простоты, является то обстоятельство, что вращение происходит в центрах, которые легко могут быть очищены от пыли и грязи. Кроме того, за счет поджатия центров достигается плавное вращение оправки, что очень важно для получения на круге чистой поверхности.
Желательно чтобы размер А — расстояние от оси центров до боковой поверхности плиты центровой бабки — было возможно точнее измерено и замаркировано на данном экземпляре приспособления. Тогда при профилировании мы можем точно знать, на каком расстоянии от грани упорного угольника магнитной плиты станка располагается центр радиуса запрофилированного на шлифовальном круге дугового участка и учитывать этот параметр при шлифовании изделия.