
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>Универсальное приспособление для профилирования шлифовального круга
Наибольшими возможностями располагает универсальное приспособление для профилирования. Одна из многочисленных конструкций такого рода приспособлений, разработанная новатором К. С. Харченко, представлена на рис. 117.
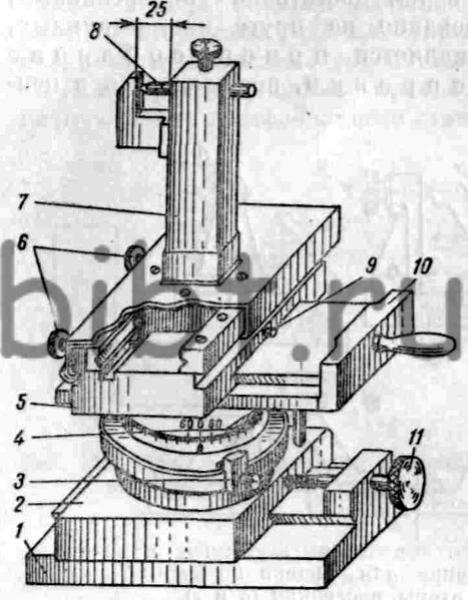
Рис. 117. Универсальное приспособление для профилирования шлифовального круга
Это приспособление дает возможность перемещать режущую кромку алмаза по дугам окружности заданного радиуса как для воспроизведения выпуклых, так и вогнутых профилей, а также по прямым в заданном угловом направлении. Профилирование шлифовального круга происходит в горизонтальной плоскости.
Приспособление имеет следующее устройство. На основании 1 с помощью ходового винта передвигается столик 2, на котором помещена поворотная часть 4, смонтированная на шариках. С помощью рукоятки поворотная часть 4 может быть повернута на 180° в ту и другую сторону от нулевого положения. Величина углового поворота отсчитывается по круговой шкале с нониусом и ограничивается передвижными упорами 3. Ползун 5 может быть передвинут; в нужном положении он закрепляется стопорным винтом.
Поперечно направлению движения ползуна перемещается стойка 7, которая фиксируется в центральном положении штифтами 6, помещенными в отверстиях ползуна. Будучи вдвинуты до отказа, штифты 6 охватывают выступ, расположенный в нижней части стойки 7, и препятствуют его перемещению. При этом кромка алмаза 8, помещенного в гнезде стойки, будет находиться в вертикальной плоскости, проходящей через центр вращения поворотной части. При фиксировании стойки одним каким-либо штифтом она получает свободу перемещения только в одну сторону от своего центрального положения.
Для установки алмаза в исходное положение, от которого производятся все дальнейшие установочные перемещения его при настройке на заданный радиус, служит шаблон. Он ограничивает вылет режущей кромки алмаза от передней плоскости стойки 7 на величину 25 мм.
Настройка приспособления для профилирования шлифовального круга по дуге заданного радиуса осуществляется с помощью блоков концевых мер, прокладываемых между упором 9 и планкой 10 поворотной части. Нулевому положению, при котором режущая кромка алмаза располагается на оси вращения поворотной части, соответствует концевая мера, равная 50 мм. При профилировании круга на выпуклый профиль размер блока концевых мер будет составлять 50 — R мм, а при воспроизведении вогнутого профиля 50 + R мм.
Для правки по прямой оба штифта 6, фиксирующие стойку 7, выдвигаются и стойка от руки перемещается вперед и назад. Подача на круг осуществляется винтом 11, перемещающим систему относительно основания.