
| Главная |
| Поиск по сайту |
Адрес этой страницы' ?>
<<Предыдущая страница Оглавление книги Следующая страница>>3. Приборы для контроля прессформ.
Контроль прессформ, образующих кольцо круглого сечения, осуществляется на правильность расположения формообразующей канавки относительно принятого центра, на соответствие полученных размеров радиуса и глубины канавки заданным размерам.
Существует несколько способов
контроля указанных элементов. Некоторые из них показаны на рис. 19.
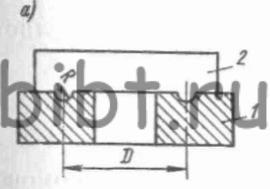
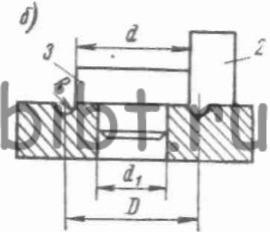
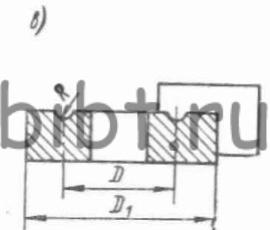
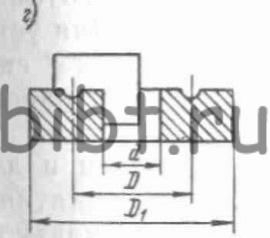
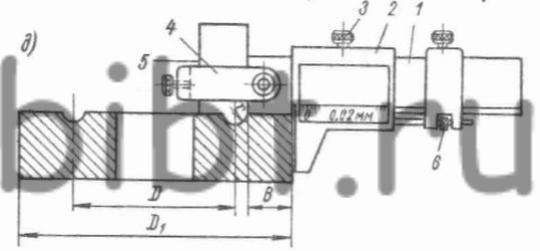
Рис. 19. Прибор для контроля прессформ с линией разъема 180°
Метод, приведенный на рис. 19, а, дает возможность при помощи шаблона 2 достаточно точно осуществлять контроль размеров D и R детали 1. Недостатком данного метода является невозможность контролировать расположение кольцевой канавки относительно выбранной базы. Кроме того, в случае изменения размеров D или R необходимо иметь другой шаблон.
На рис. 19, б представлен метод более универсальный, чем предыдущий. В этом случае за базу принимается размер d. Контроль осуществляется с помощью шаблона 2 и пальца-упора 3. При изменении размера D изготовляется новый палец-упор, что значительно дешевле, чем изготовление шаблона. Однако увеличение размера D (свыше 150—200 мм) усложняет изготовление нового пальца-упора. Поэтому данный метод эффективен только при малых размерах прессформы.
Методы измерения, показанные на рис. 19, в и г, отличаются от предыдущего только выбором базы. Оба метода дают возможность применять шаблоны, сравнительно легкие и небольшие по размеру. Недостаток этих методов измерения состоит в том, что для каждого размера прессформ должен быть изготовлен отдельный шаблон.
Е. А. Блиновым внедрено сравнительно простое мерительное устройство, исключающее некоторые недостатки рассмотренных выше методов контроля прессформ.
Прибор (рис. 19, д) состоит из линейки 1, каретки-упора 2, винтов 3, хомутика 4, механизма точной настройки 6 и сменного шаблона 5. Линейка 1 имеет миллиметровую шкалу. Нониус каретки-упора 2 обеспечивает отсчет с точностью 0,02 мм. Прибор настраивается по размерам D; r; D1. Причем исходный размер D1 может быть обработан с невысокой точностью, так как при настройке прибора его легко определить микрометром.
Размер В, необходимый для настройки прибора, определяется из выражения B=(D1-D)/2-r.
Набор несложных шаблонов 5 дает возможность с помощью прибора проводить измерения и осуществлять контроль различных прессформ. Каретка-упор 2 устанавливается на требуемый размер либо по нониусу, либо с помощью концевых мер. Для установки размера В по концевым мерам шаблон 5 и хомутик 4 снимаются. Рабочая поверхность линейки 1 прижимается к набору концевых мер, а торец — к плите.
После такой настройки прибор может быть применен и для установки фасонного резца на токарном станке. На предприятиях, где подобные прессформы составляют постоянную номенклатуру, применение такого инструмента дает значительный экономический эффект, так как сокращается номенклатура сложного контрольно-поверочного инструмента — специальных профильных шаблонов. Прибор и набор простейших радиусных шаблонов могут полностью исключить потребность в такого рода оснастке.
Кроме того, снижается трудоемкость изготовления самих прессформ и отпадает необходимость в точной обработке наружной поверхности корпуса прессформы, поскольку за исходный размер для настройки прибора может быть принят любой действительный размер диаметра цилиндрического корпуса. При пользовании шаблонами допуск на обработку этой поверхности бывает достаточно жестким, так как именно размер наружного диаметра является исходным при проектировании шаблона.